-
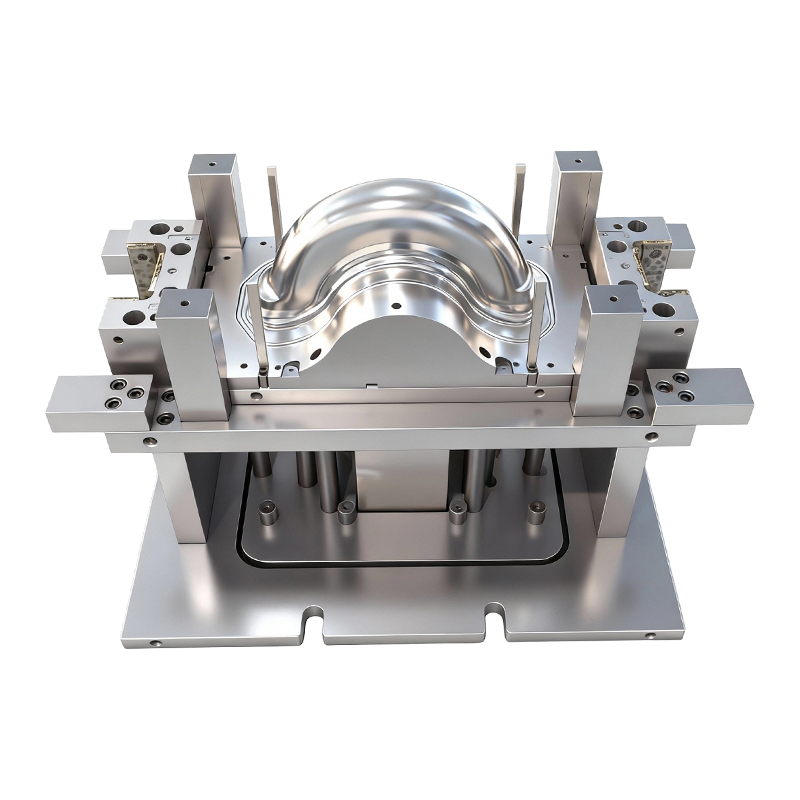
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
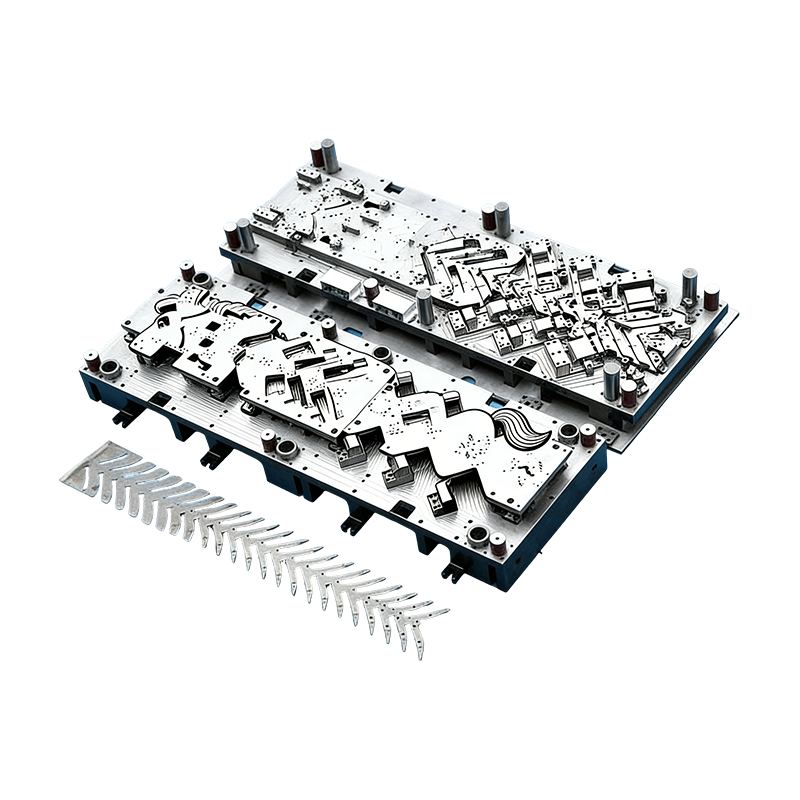
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
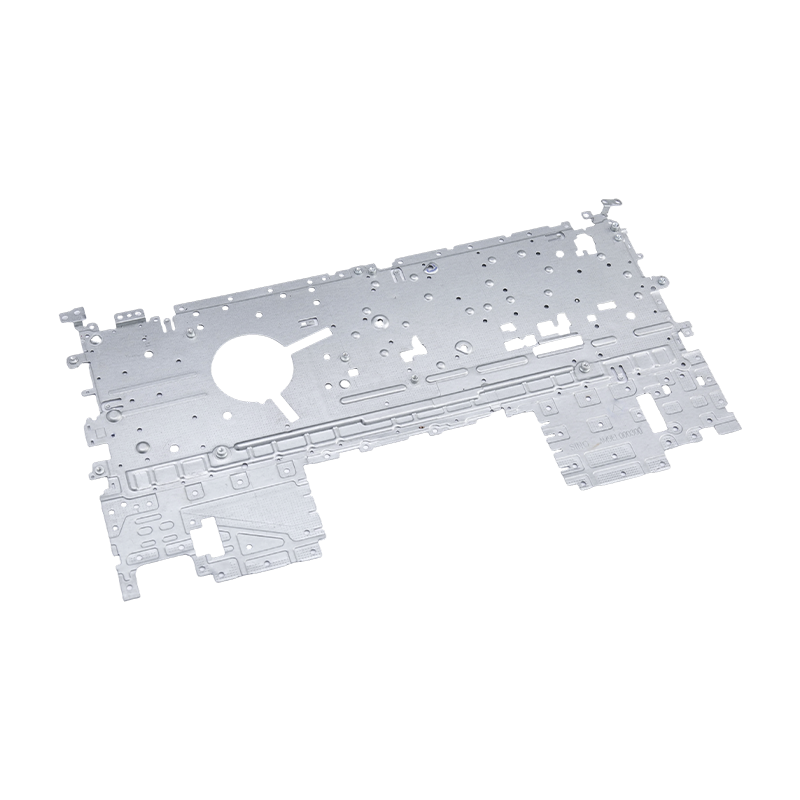
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
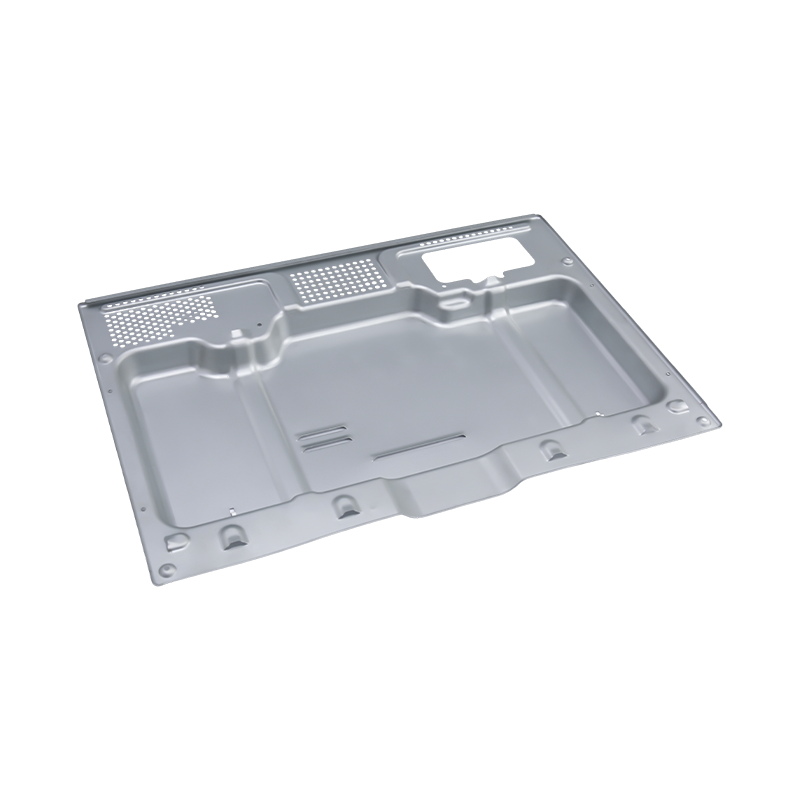
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / از پانلهای بدنه تا قاب باتری: مهندسی در پشت خودروهای عمیق کشش خودرو
از پانلهای بدنه تا قاب باتری: مهندسی در پشت خودروهای عمیق کشش خودرو
2026-04-21
قالب های مهر زنی خودرو چیست و چگونه کار می کنند
مهر زنی خودرو می میرد سیستمهای ابزار دقیقی هستند که برای شکل دادن ورقهای فلزی مسطح به اجزای سهبعدی پیچیده از طریق تغییر شکل پلاستیکی کنترلشده استفاده میشوند. در میان انواع مختلف، نقاشی می میرد و طراحی عمیق می میرد برای تولید قطعات توخالی یا فنجانی - از پانل های بیرونی درها و هودها گرفته تا محفظه باتری ها و تقویت کننده های ساختاری - حیاتی ترین آنها هستند.
فرآیند کشش عمیق با فشار دادن یک لایه فلزی صاف به داخل حفره قالب با استفاده از پانچ کار می کند، در حالی که نگهدارنده خالی برای هدایت جریان فلز و جلوگیری از نقص نیروی کنترل شده اعمال می کند. بر خلاف شکلدهی کم عمق، کشش عمیق به نسبت کششی (نسبت قطر خالی به قطر پانچ) دست مییابد که معمولاً از 2.5:1 فراتر میرود و امکان تولید قطعات عمیقتر نسبت به عرض آنها را فراهم میکند. این قابلیت برای کاربردهای خودرویی که در آن هندسه پیچیده و یکپارچگی ساختاری باید در کنار هم وجود داشته باشد، ضروری است.
یک مجموعه قالب کامل معمولاً شامل چهار جزء اصلی است:
- را مشت زدن ، که از نظر فیزیکی فلز خالی را به سمت پایین در حفره تغییر شکل می دهد
- را بمیر (قالب ماده) که شکل بیرونی و ابعاد قطعه شکل گرفته را مشخص می کند
- را نگهدارنده خالی که فشار قابل تنظیمی را بر روی فلنج ورق فلزی برای مدیریت جریان مواد وارد می کند
- را بمیر set (مجموعه پایه و راهنما)، که تراز دقیق و تکرارپذیری را در طول چرخه های تولید تضمین می کند
با هم، این اجزا باید با سطوح تحملی که معمولاً در آن نگه داشته می شوند، مهندسی شوند ± 0.02 میلی متر ، اطمینان از دقت ابعاد در طول دوره های تولید با حجم بالا که می تواند به صدها هزار قطعه در سال برسد.
معیارهای طراحی کلیدی برای قالب های طراحی عمیق با کارایی بالا
طراحی قالب های کشش عمیق موثر برای استفاده در خودرو، مستلزم ایجاد تعادل در چندین خواسته مهندسی رقیب است. طراحی ضعیف منجر به ترک خوردگی، چروک شدن، برگشت فنر یا سایش زودرس ابزار می شود - که همه اینها مستقیماً هزینه های تولید و زمان خرابی را افزایش می دهند. پارامترهای زیر برای دستیابی به خروجی ثابت و بدون نقص نقش اساسی دارند.
کنترل نیروی نگهدارنده خالی
نیروی نگهدارنده خالی (BHF) یکی از تأثیرگذارترین متغیرها در فرآیند ترسیم عمیق است. BHF ناکافی باعث کمانش و چروک شدن ورق فلز در جریان جریان به داخل می شود. BHF بیش از حد جریان مواد را محدود می کند و منجر به پارگی یا ترک در شعاع پانچ می شود. مدرن مهر زنی خودرو می میرد از هولدرهای خالی هیدرولیک یا سروو کنترل شده استفاده کنید که قادر به تنظیم دینامیکی فشار در طول چرخه ضربه هستند - که اغلب بسته به عمق شکل و نوع ماده از 20٪ تا 80٪ حداکثر نیرو متغیر است.
پایان سطح و کاهش اصطکاک
سطوح قالب در تماس با ورق فلزی باید به یک روکش فوق العاده صاف دست یابند تا نازک شدن و اصطکاک ناشی از اصطکاک به حداقل برسد. استانداردهای صنعت برای عملکرد بالا طراحی عمیق می میرد نیاز به زبری سطح دارد Ra ≤ 0.05μm از طریق پرداخت، آبکاری کروم سخت یا پوششهای رسوب بخار فیزیکی (PVD) مانند TiCN یا DLC (کربن الماسمانند) به دست میآید. این پوشش ها همچنین به طور قابل توجهی عمر ابزار را افزایش می دهند و فواصل تعویض را در محیط های تولید انبوه کاهش می دهند.
معماری ابزار مدولار
ساختارهای قالب مدولار به اجزای منفرد - مانند پانچها، درجها یا بخشهای نگهدارنده خالی - اجازه میدهند تا به جای نیاز به تعویض کامل قالب، بهطور مستقل جایگزین شوند. برای OEM های خودرویی که چندین مدل مختلف را روی پلتفرم های مشترک اجرا می کنند، ماژولار بودن سرمایه گذاری در ابزار را 25 تا 40 درصد کاهش می دهد و زمان تغییر را از ساعت ها به دقیقه ها کوتاه می کند. این رویکرد طراحی همچنین زمانبندی تعمیر و نگهداری را ساده میکند و تطبیق سریعتر با سفارشهای تغییر مهندسی (ECO) را امکانپذیر میسازد.
کاربردها در وسایل نقلیه سنتی در مقابل وسایل نقلیه الکتریکی
در حالی که مکانیک اساسی نقشه کشی عمیق ثابت است، الزامات خاص برای وسایل نقلیه سنتی و وسایل نقلیه الکتریکی (EVs) به طور قابل توجهی متفاوت است - منعکس کننده تفاوت در مواد، هندسه و اولویت های ساختاری.
| پارامتر | وسایل نقلیه سنتی | وسایل نقلیه الکتریکی |
|---|---|---|
| مواد اولیه | فولاد ملایم، فولاد HSLA | آلیاژ آلومینیوم، آلیاژ منیزیم-آلومینیوم |
| نسبت رسم معمولی | 1.8:1 - 2.2:1 | 2.5:1 و بالاتر |
| اجزای کلیدی تشکیل شده | پانل درب، هود، درب صندوق عقب | بدنه باتری، محفظه موتور، سینی های کف |
| شرط تحمل | ± 0.05 میلی متر (پانل های بدنه) | ± 0.02 میلی متر (battery enclosures) |
| چالش مواد | مقاومت در برابر سایش برای شکل دهی فولاد | پیشگیری از گند زدگی با آلیاژهای نرم |
برای کاربردهای خاص EV، نقاشی می میرد طراحی شده برای بدنه باتری های آلیاژی منیزیم-آلومینیوم با چالش های منحصر به فردی مواجه است. این آلیاژهای سبک وزن انعطاف پذیری کمتری نسبت به فولاد دارند و بیشتر مستعد برگشت فنری و سطحی هستند. قالبهای این قطعات معمولاً با ابزارهای گرم شده (شکلدهی گرم در 200 تا 300 درجه سانتیگراد) برای بهبود جریان مواد، همراه با کانالهای روانرسان تخصصی ادغام شده در ساختار قالب برای حفظ شرایط اصطکاک ثابت در طول دورههای تولید طولانی، مهندسی میشوند.
فن آوری های شبیه سازی و نظارت هوشمند در مهندسی دای
مدرن مهر زنی خودرو می میرد قبل از تولید هر گونه ابزار فیزیکی، همراه با پلتفرم های شبیه سازی پیشرفته توسعه یافته اند. نرم افزار تجزیه و تحلیل المان محدود (FEA) - از جمله ابزارهایی مانند AutoForm، Pam-Stamp و LS-DYNA - به مهندسان اجازه می دهد تا کل فرآیند شکل دهی را به صورت مجازی شبیه سازی کنند، توزیع نازک شدن، مناطق خطر چروک شدن، بزرگی برگشت فنر و الزامات فشار نگهدارنده خالی را با دقت بالا پیش بینی کنند.
یک گردش کار شبیه سازی معمولی برای یک جزء پیچیده ترسیم شده عمیق شامل:
- ورودی مشخصات مواد - قدرت تسلیم، مقدار n (شار سخت شدن کرنش)، مقدار r (نسبت ناهمسانگردی پلاستیک) برای آلیاژ و مزاج خاص
- تجزیه و تحلیل نمودار حد شکل گیری (FLD). - شناسایی مناطق ایمن، حاشیه ای و شکست در قسمت تشکیل شده
- مدل سازی جبران عقب ماندگی - پیش بینی بازیابی الاستیک و پیش جبران هندسه قالب برای دستیابی به شکل شبکه نهایی
- Die tryout تکرار مجازی - کاهش چرخه های آزمایش فیزیکی از 10 تا 15 به کمتر از 5 در هر قسمت، صرفه جویی قابل توجهی در زمان و هزینه مواد
فراتر از طراحی، سیستم های نظارت هوشمند به طور فزاینده ای در تولید تعبیه شده اند طراحی عمیق می میرد خودشان سنسورهای نیروی پیزوالکتریک توزیع نیروی نگهدارنده خالی را در زمان واقعی اندازه گیری می کنند، در حالی که حسگرهای انتشار صوتی علائم اولیه خراش یا ترک خوردگی مواد را قبل از تولید قطعات معیوب تشخیص می دهند. دادههای این حسگرها به سیستمهای اجرایی تولید (MES) وارد میشود و کنترل فرآیند حلقه بسته را امکانپذیر میکند که پارامترهای فشار را به صورت پویا تنظیم میکند - پایداری ابعادی را حفظ میکند، حتی اگر خواص دستهای مواد بین لاتهای کویل متفاوت باشد.
انتخاب مواد و درمان سطح برای عمر طولانی ابزار
عمر مفید نقاشی می میرد در تولید خودرو با حجم بالا یک عامل اقتصادی حیاتی است. انتظار می رود که یک مجموعه قالب پنل بدنه معمولی قبل از نیاز به بازسازی اساسی، 500000 تا 1000000 قطعه تولید کند. دستیابی به این امر مستلزم انتخاب دقیق مواد قالب و عملیات سطحی متناسب با مواد قطعه کار و حجم تولید است.
مواد قالب متداول مورد استفاده در مهر زنی خودرو عبارتند از:
- چدن داکتیل (GGG70L) - مقرون به صرفه برای قالب های با حجم کم تا متوسط، ماشین کاری خوب اما سختی کمتر (58-62 HRC بعد از درمان)
- فولاد ابزار (D2, DC53) - سختی و مقاومت در برابر سایش بالاتر، برای قالب های فولادی با حجم بالا ترجیح داده می شود
- درج کاربید - در نواحی تماس با سایش بالا مانند شعاع قالب و مهرههای کششی اعمال میشود و عمر مفید محلی را 3 تا 5× در مقایسه با فولاد ابزار به تنهایی افزایش میدهد.
- آلیاژهای برنز آلومینیوم - برای قالبهای تشکیل دهنده قطعات آلومینیومی یا منیزیمی استفاده میشود و از گندزدگی ناشی از جفت شدن مواد غیرمشابه جلوگیری میکند.
عملیات سطحی که پس از ماشین کاری و عملیات حرارتی اعمال می شود، عملکرد را بیشتر می کند. نیترید کردن سختی سطح را تا 70 HRC افزایش می دهد و در عین حال چقرمگی هسته را حفظ می کند. پوششهای PVD مانند TiAlN سختی بیش از 3000 HV را ارائه میدهند و ضرایب اصطکاک را از 0.15 تا زیر 0.05 کاهش میدهند - که مستقیماً به کاهش نازک شدن در اجزای سبک وزن EV که یکنواختی ضخامت دیوار برای آببندی بدنه باتری و عملکرد ساختاری حیاتی است، ترجمه میشود.
تطبیق قالب های مهر زنی خودرو برای روندهای سبک وزن و با استحکام بالا
تغییر شتابدهنده صنعت خودرو به سمت سبکوزن - که هم توسط مقررات مربوط به راندمان محدوده خودروهای برقی و هم مقررات انتشار گازهای گلخانهای هدایت میشود - اساساً خواستههای مطرح شده را تغییر میدهد. مهر زنی خودرو می میرد . فولادهای پیشرفته با استحکام بالا (AHSS) با مقاومت کششی بالاتر از 1000 مگاپاسکال، و همچنین آلیاژهای آلومینیوم سری 6xxx و 7xxx، به طور فزاینده ای جایگزین فولاد نرم معمولی در کاربردهای ساختاری می شوند. این مواد به نیروهای شکلدهی بهطور قابلتوجهی، کنترل دقیقتر BHF و استراتژیهای جبران برگشت فنری در مقایسه با پیشینیان خود نیاز دارند.
برای تولیدکنندگانی که قالبها را در این بازار در حال تحول عرضه میکنند، پاسخ چند جهته بوده است. سازه های قالب با استحکام بالاتر برای مقاومت در برابر افزایش بارهای شکل دهی بدون خطاهای ابعادی ناشی از انحراف دوباره طراحی می شوند. کانالهای خنککننده و گرمایش در بدنههای قالب ادغام میشوند تا شکلدهی گرم یا گرم فولاد آلومینیوم و بور را امکانپذیر کنند. و فرآیندهای آزمایشی مبتنی بر شبیهسازی، جدولهای زمانی توسعه را فشرده میکنند، حتی با افزایش پیچیدگی بخش.
در نهایت، طراحی عمیق می میرد برای نسل بعدی قطعات خودرو و EV باید به طور همزمان تحملهای سختتر، عمر طولانیتر، راهاندازی سریعتر و سازگاری با طیف وسیعتری از مواد پیشرفته را ارائه دهند. دستیابی به این تعادل مستلزم یک رویکرد مهندسی یکپارچه - ترکیبی از ساخت دقیق، پوششهای پیشرفته، نظارت بر فرآیند در زمان واقعی، و تخصص علم مواد - است که فناوری قالبکشی عمیق را به عنوان عامل اصلی تحول صنعت خودرو قرار میدهد.

پست قبلی
قطعات مهر زنی فلزی: انواع و کاربردها
پست بعدی
چرا آلیاژ آلومینیوم در قطعات مهر زنی الکترونیکی جایگزین فولاد می شود؟
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
