-
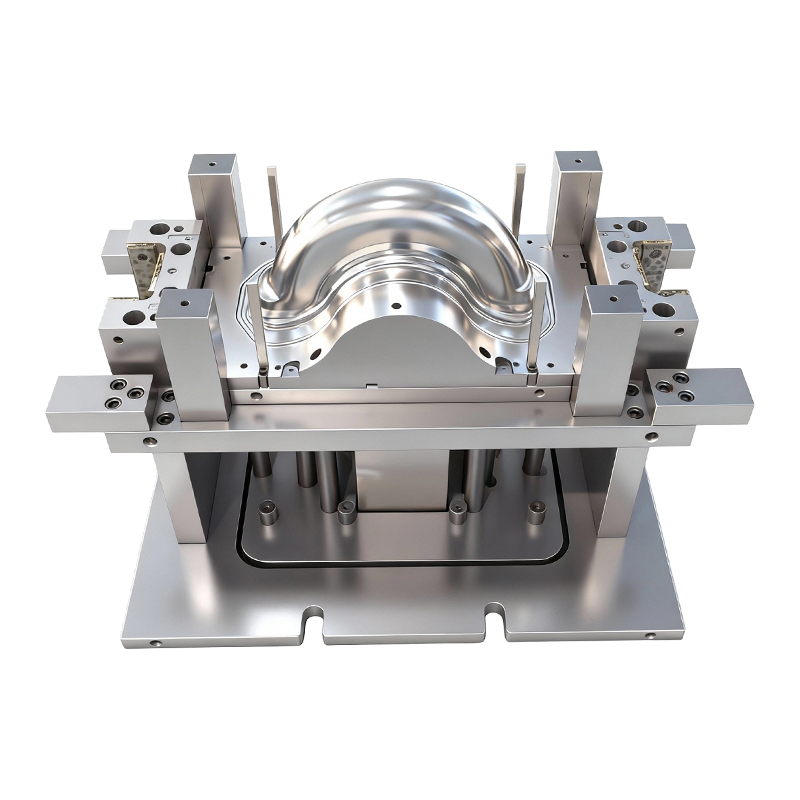
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
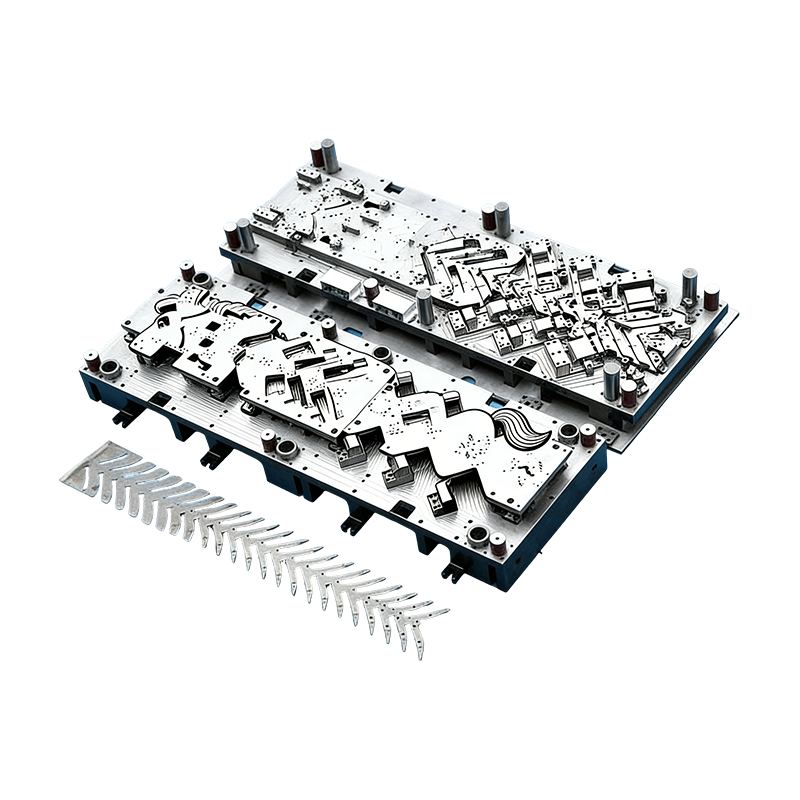
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
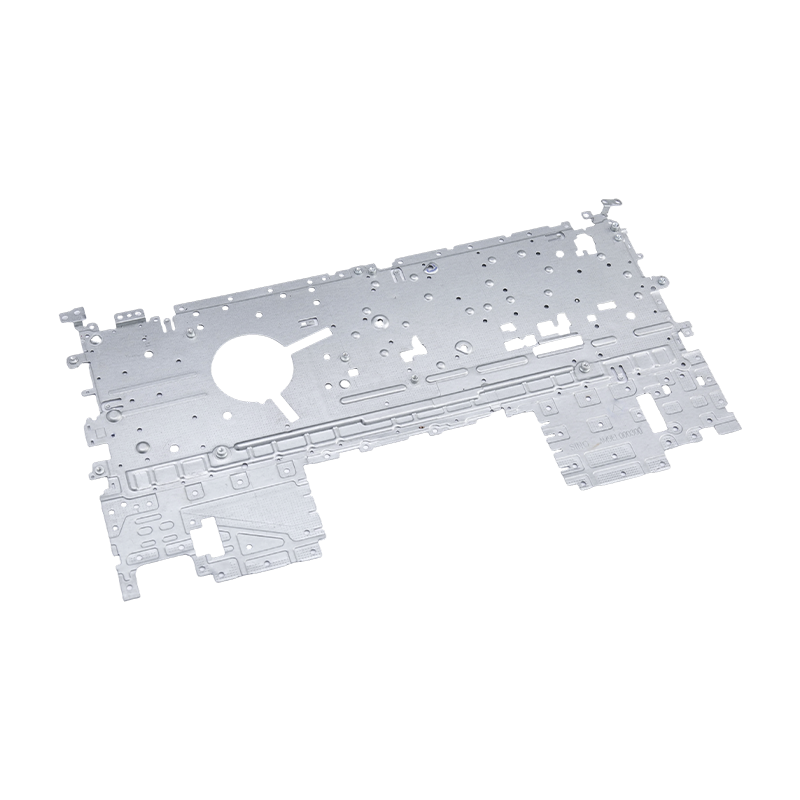
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
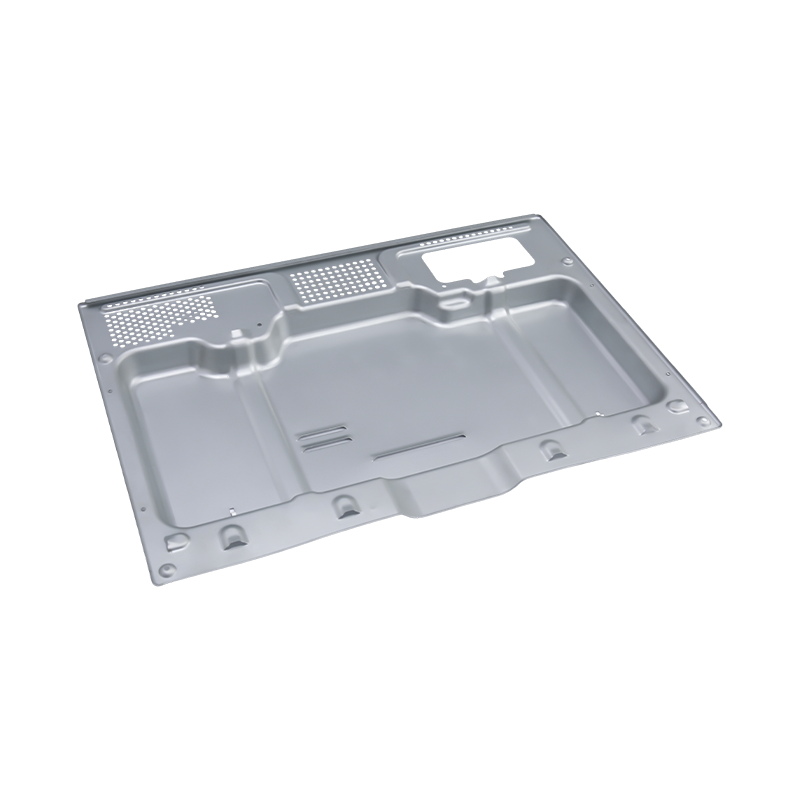
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / چگونه فولادهای پیشرفته با استحکام بالا، تولید قطعات مهر زنی خودرو را تغییر می دهند؟
چگونه فولادهای پیشرفته با استحکام بالا، تولید قطعات مهر زنی خودرو را تغییر می دهند؟
2026-02-25
نمرات AHSS واقعاً در چه مواردی استفاده می شود قطعات مهر زنی خودرو
فولادهای پیشرفته با استحکام بالا یک ماده واحد نیستند بلکه خانواده ای از سیستم های آلیاژی متمایز هستند که هر کدام با مکانیزم ریزساختاری خاصی برای دستیابی به ترکیب استحکام و شکل پذیری خود مهندسی شده اند. درک اینکه کدام درجه ها در کدام کاربرد قطعات مهر زنی خودرو ظاهر می شوند، نقطه شروعی برای درک اینکه چرا این مواد فرآیند تولید را به طور اساسی تغییر می دهند است. فولادهای دوفاز (DP) - پرکاربردترین خانواده AHSS - از یک ماتریس فریت با جزایر مارتنزیت پراکنده تشکیل شدهاند که درجاتی مانند DP600، DP780 و DP980 را ترکیبی از سرعت کار اولیه بالا و ازدیاد طول مناسب است که برای اعضای سازهای، ستونهای پایههای کف و پایههای پایههای پایه B مناسب است. فولادهای پلاستیسیته ناشی از تبدیل (TRIP) از آستنیت ماندگار متابولیسمی استفاده میکنند که در طول شکلگیری به تدریج به مارتنزیت تبدیل میشود و جذب انرژی استثنایی را فراهم میکند که آنها را برای اجزای بحرانی مانند ریلهای طولی و تقویتکنندههای سپر مناسب میکند. فولادهای مارتنزیتی (MS1300، MS1500) در مواردی که حداکثر استحکام اولویت است و الزامات شکلپذیری متوسط هستند استفاده میشوند - تقویتکنندههای پانل راکر و تیرهای نفوذی درب کاربردهای معمولی هستند. فولادهای با پرس گرم (HPF)، به ویژه 22MnB5 با پوشش AlSi، آستنیته می شوند و سپس به طور همزمان در قالب خنک شده شکل می گیرند و خاموش می شوند و مقاومت کششی بالای 1500 مگاپاسکال ایجاد می کنند که هیچ فرآیند شکل دهی سرد نمی تواند برای قطعاتی مانند لوله های A-pillar مطابقت داشته باشد.
انتخاب درجه مورد استفاده برای قطعه مهر زنی خودرو به موقعیت قطعه در ساختار ایمنی خودرو، رفتار مدیریت انرژی تصادف مورد نیاز و شدت شکل گیری هندسه آن بستگی دارد. قطعه ای که باید انرژی را به تدریج از طریق تاشوی کنترل شده جذب کند - مانند ریل جلو - از سرعت سخت شدن بالای فولاد DP یا TRIP بهره می برد، در حالی که قطعه ای که باید سفت بماند و در برابر نفوذ تحت بار مقاومت کند - مانند یک ستون B - ممکن است با استحکام فوق العاده قطعه ای که با پرس گرم ساخته شده است، بهتر مورد استفاده قرار گیرد. این انتخاب درجه مخصوص برنامه به این معنی است که یک بدنه خودرو به رنگ سفید ممکن است دارای پنج یا شش درجه مختلف AHSS باشد که هر کدام از طریق ابزار و شرایط پرس متفاوت پردازش میشوند.
شدت و جبران خسارت در قطعات مهر زنی خودرو AHSS
Springback تنها مهم ترین چالش تولیدی است که AHSS در تولید قطعات مهر زنی خودرو معرفی می کند، و شدت آن در این مواد به طور قابل توجهی بیشتر از هر چیزی است که با فولاد ملایم یا حتی گریدهای کم آلیاژ با مقاومت بالا (HSLA) تجربه شده است. دلیل اصلی ویژگی نسبت تسلیم به کشش بالا AHSS است: برای مثال DP980 دارای استحکام تسلیم تقریباً 700-900 مگاپاسکال و استحکام کششی 980 مگاپاسکال است که نسبت تسلیم 0.71-0.92 را ارائه می دهد. فولاد ملایم DC04 دارای نسبت تسلیم تقریباً 0.45 است. از آنجایی که مقدار بازگشت فنری متناسب با نسبت استحکام تسلیم به مدول الاستیک است (مدول یانگ برای فولاد تقریباً 210 گیگا پاسکال صرف نظر از عیار است)، و AHSS دارای استحکام تسلیم دو تا چهار برابر بیشتر از فولاد نرم در همان مدول است، کرنش الاستیکی که پس از باز شدن قالب بهبود مییابد به نسبت دو به چهار برابر بیشتر است. در یک بخش کانال 90 درجه که از DP980 تشکیل شده است، پشت فنری زاویه ای 10-16 درجه در دیواره های جانبی قبل از جبران معمول است، در مقایسه با 2-4 درجه برای یک قطعه فولادی نرم معادل.
استراتژیهای جبرانی که در عمل برای قطعات مهر زنی خودرو AHSS استفاده میشود، پیچیدهتر از خمش هندسی سادهای است که برای فولاد ملایم کافی است. معمولاً سه رویکرد با هم ترکیب می شوند:
- جبران هندسی هدایت شده توسط FEA: نرمافزار شبیهسازی شکلدهی (AutoForm، Dynaform، یا PAM-STAMP) با یک کارت مواد کالیبرهشده برای درجه خاص AHSS، توزیع برگشت فنری را در سطح قطعه پیشبینی میکند. سپس هندسه قالب در جهت مخالف با مقدار برگشت فنری پیش بینی شده تغییر شکل می دهد - فرآیندی به نام جبران قالب - به طوری که قطعه پس از باز شدن ابزار به هندسه اسمی باز می گردد. برای قطعات ساختاری پیچیده خودرو، این فرآیند معمولاً به دو یا سه چرخه شبیه سازی- جبران-آزمایش نیاز دارد قبل از اینکه هندسه قالب به شکل جبران شده صحیح همگرا شود.
- اعتصاب مجدد پس از فرم: یک ایستگاه مهار اختصاصی، بار سکهای یا اتو را به نواحی مستعد برگشت فنری قطعه اعمال میکند - معمولاً دیوارههای جانبی و فلنجهای بخشهای کانال - باعث تبدیل کرنش الاستیک اضافی به کرنش پلاستیکی و کاهش برگشت فنری قابل بازیافت میشود. نیروهای بازدارنده برای DP980 می توانند به 150 تا 200 درصد نیروی شکل دهی برای همان هندسه در فولاد ملایم برسند که مستقیماً بر انتخاب تناژ پرس تأثیر می گذارد.
- بهینه سازی هندسه مهره ترسیم: افزایش نیروی بازدارنده مهره کششی، ماده را به فراتر از نقطه تسلیم آن کشیده میشود، زیرا روی مهره جریان مییابد و در پایان شکلدهی آن را در حالت کشش بالاتری قرار میدهد. کشش بیشتر در باز شدن قالب به معنای بازیابی تنش دیفرانسیل کمتر و برگشت فنری قابل پیش بینی تر و یکنواخت تر است که از نظر هندسی راحت تر جبران می شود. برای AHSS، ارتفاع و شعاع مهرههای کششی با شدت بیشتری نسبت به فولاد ملایم تنظیم میشوند، و افزایش حاصله در نیروی نگهدارنده خالی باید در برنامهریزی ظرفیت پرس لحاظ شود.
چگونه AHSS سایش قالب را تسریع می کند و الزامات ابزار را تغییر می دهد
نیروهای شکلدهی مورد نیاز برای تغییر شکل پلاستیکی AHSS دو تا چهار برابر بیشتر از نیروهای فولاد ملایم با همان ضخامت است و این نیروهای افزایشیافته مستقیماً به عنوان فشار تماس به سطوح قالب منتقل میشوند. نتیجه شتاب قابل توجهی در سایش قالب ساینده است - به ویژه در شعاع کشش، سطوح چسبنده و لبه های برش - که فواصل نگهداری را کوتاه می کند و کل هزینه ابزار را برای هر قطعه تولید شده افزایش می دهد. قالبی که قطعات مهر زنی خودرو فولادی ملایم را تولید می کند ممکن است پس از 200000 تا 300000 ضربه مجددا آسیاب شود. هندسه قالبی که DP780 را تشکیل میدهد ممکن است پس از 80000 تا 120000 ضربه به سنگزنی مجدد نیاز داشته باشد، اگر مواد قالب و عملیات سطح برای مطابقت با فشارهای تماس بالاتر ارتقاء نیافتهاند.
استراتژی مواد ابزار و عملیات سطح برای قطعات مهر زنی خودرو AHSS از چند جهت خاص با روش فولاد ملایم متفاوت است. مقایسه زیر بهروزرسانیهای کلیدی که معمولاً اعمال میشوند را خلاصه میکند:
| کامپوننت دای | تمرین فولاد ملایم | تمرین AHSS |
| مواد قالب را بکشید | چدن داکتیل (GGG70L) | فولاد ابزار D2/SKD11 یا DC53 |
| رسم درمان سطح شعاع | آبکاری کروم یا سخت شدن شعله | پوشش TiAlN یا TiCN PVD (2800–3200 HV) |
| برش مواد پانچ | SKD11 در 58–60 HRC | فولاد ابزار DC53 یا PM در 60-63 HRC |
| درمان سطح بایندر | هیچ یا نیترید | پوشش رویه PVD نیتریدینگ یا سرم اسپری حرارتی |
| فاصله را دوباره خرد کنید | 200000 تا 300000 ضربه | 100000-200000 ضربه (با مواد ارتقا یافته) |
گالینگ - انتقال چسب مواد قطعه کار بر روی سطح قالب - یک حالت خرابی مخصوصاً در هنگام تشکیل AHSS گالوانیزه است. پوشش روی روی فولاد گالوانیزه DP یا TRIP تحت فشارهای بالای تماس تشکیل AHSS به آسانی به سطح قالب منتقل میشود و تجمع روی انباشته شده سپس قطعات بعدی را بهدست میآورد. پوششهای DLC (کربن الماسمانند) بهترین عملکرد ضد گالوانیزه را برای AHSS گالوانیزه نشان دادهاند، زیرا انرژی سطحی بسیار کم DLC چسبندگی روی را مهار میکند، اما پایداری دمایی محدود DLC (تخریب بالای 300 درجه سانتیگراد شروع میشود) باید با اطمینان از روانکاری کافی برای حفظ دمای سطح قالب در زیر این میزان مدیریت شود.
الزامات انتخاب و تناژ فشار برای قطعات مهر زنی خودرو AHSS
نیروی شکل دهی مورد نیاز برای قطعات مهر زنی خودرو AHSS تاثیر مستقیم و قابل توجهی بر انتخاب پرس دارد. نیروی خالی برای یک برش محیطی معین متناسب با استحکام کششی نهایی ماده است، به این معنی که برای خالی کردن DP980 تقریباً 2.5 برابر تناژ DC04 در ضخامت و محیط یکسان نیاز دارد. برای بخش ساختاری بزرگ خودرو - یک ستون B بیرونی یا یک ریل طولی کف - نیروی خالی کننده به تنهایی می تواند به 800 تا 1200 تن برای DP980 برسد، که نیاز به پرس هایی در محدوده 1500 تا 2500 تنی دارد که حاشیه ظرفیت اضافی را برای جلوگیری از کارکرد در اوج درجه بندی دارند. اجرای مداوم پرس در 90 درصد تناژ نامی خود با AHSS باعث تسریع خستگی قاب پرس، سایش پیچ اتصال و سایش یاتاقان میل لنگ با نرخ هایی می شود که برنامه های تعمیر و نگهداری کالیبره شده برای تولید فولاد ملایم پیش بینی نمی کنند.
فن آوری سروو پرس مزایای معناداری را برای قطعات مهر زنی خودرو AHSS نسبت به پرس های غیرعادی معمولی با چرخ طیار فراهم کرده است. توانایی برنامهریزی پروفیلهای حرکتی دلخواه رم - بهجای پیروی از یک منحنی سینوسی ثابت - به پرسهای سروو اجازه میدهد تا رم را از طریق ناحیه شکلدهی که در آن برگشت فنری AHSS به سرعت شکلدهی حساستر است، کند کند و سازگاری ابعادی را بهبود بخشد. همچنین به پرس اجازه می دهد تا برای مدت زمان قابل برنامه ریزی در نقطه مرده پایینی قرار بگیرد، که نشان داده شده است که بازگشت فنری در AHSS را در مقایسه با قسمتی معادلی که بدون سکون تشکیل شده است، 15 تا 25 درصد کاهش می دهد، زیرا فشار پایدار اجازه می دهد تا قبل از باز شدن قالب، فشار بیشتری در هندسه شکل گرفته کاهش یابد.
شکل دهی پرس داغ: فرآیندی مجزا برای قطعات مهر زنی خودرو با بالاترین استحکام
شکل دهی پرس داغ (HPF) که سختی پرس یا مهر زنی داغ نیز نامیده می شود، یک رویکرد تولیدی اساساً متفاوت برای قطعات مهر زنی خودرو با بالاترین استحکام را نشان می دهد - قطعاتی که به مقاومت کششی بالاتر از 1000 مگاپاسکال نیاز دارند که از طریق شکل دهی سرد بدون پشت فنر یا شکست فاجعه بار به دست نمی آیند. در فرآیند مستقیم HPF، یک قطعه فولادی بور 22MnB5 تا حدود 900-950 درجه سانتیگراد (بالاتر از دمای آستنیته شدن) گرم می شود، به قالب خنک شده با آب منتقل می شود، در شرایط آستنیتی نرم تشکیل می شود و سپس در قالب بسته با سرعت خنک کننده کنترل شده/ساختار کامل بالای 27 درجه سانتی گراد خاموش می شود. قدرت 1500-1600 مگاپاسکال در قسمت نهایی.
پیامدها برای زیرساخت های تولید قطعات مهر زنی خودرو قابل توجه است. HPF به کورههای غلتکی نیاز دارد که قادر به گرم کردن مواد به طور یکنواخت تا 10± درجه سانتیگراد دمای آستنیته مورد نظر باشند، سیستمهای انتقالی که برای جلوگیری از افت بیش از حد دما، ذرات داغ را از کوره به پرس در کمتر از 7 ثانیه منتقل میکنند، قالبهای خنکشده با آب با طرحبندی کانال خنککننده دقیقا مهندسی شده که در طول فشار سطح قطعه را کنترل میکند و به طور یکنواخت فشار را در سرتاسر سطح خاموش میکند. چرخه خاموشی - معمولاً 10 تا 20 ثانیه - به جای باز شدن بلافاصله پس از تشکیل. سرمایه گذاری در این زیرساخت مرتبه ای بالاتر از یک خط سرد مهر زنی معمولی با اندازه قطعه معادل است، اما این تنها فرآیندی است که به طور قابل اعتماد قطعات استحکام کششی 1500 مگاپاسکال را که سازه های ایمنی خودروهای مدرن در مکان های بحرانی نیاز دارند، تولید می کند.
برای سازندگان قطعات مهر زنی خودرو که در حال انتقال به AHSS و HPF هستند، واقعیت عملیاتی کلیدی این است که دانش مواد، قابلیت شبیهسازی، سرمایهگذاری ابزار و فناوری پرس باید همه با هم پیشرفت کنند. ارتقاء یک عنصر در انزوا - برای مثال، تغییر به AHSS بدون ارتقاء مواد قالب یا تناژ پرس - به طور مداوم نتایج ناامیدکنندهای در عمر قالب، کیفیت قطعه و پایداری تولید ایجاد میکند. سازندگانی که به تولید قطعات مهر زنی خودرو AHSS تسلط دارند، انتخاب مواد، شبیهسازی شکلدهی، طراحی قالب، عملیات سطحی و برنامهنویسی پرس را بهعنوان یک سیستم مهندسی یکپارچه به جای دنبالهای از تصمیمهای مستقل در نظر میگیرند.

پست قبلی
تفاوت بین قالب های مهر زنی سنتی و شبیه سازی شده خودرو چیست؟
پست بعدی
مقایسه هزینه: قطعات مهر زنی فلزی در مقابل محصولات قطعات طراحی فلزی در سال 2026
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
