-
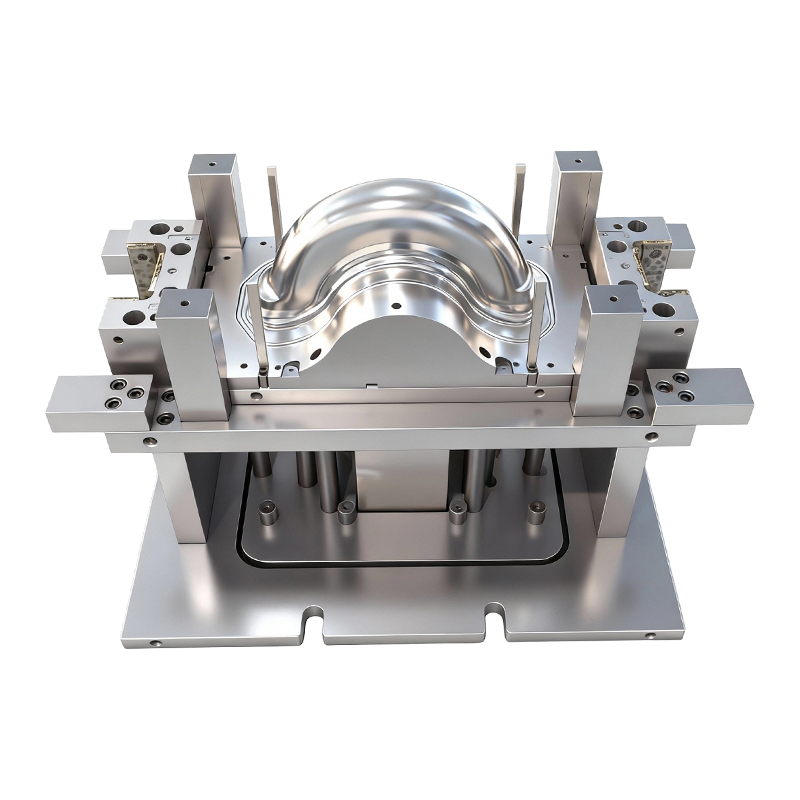
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
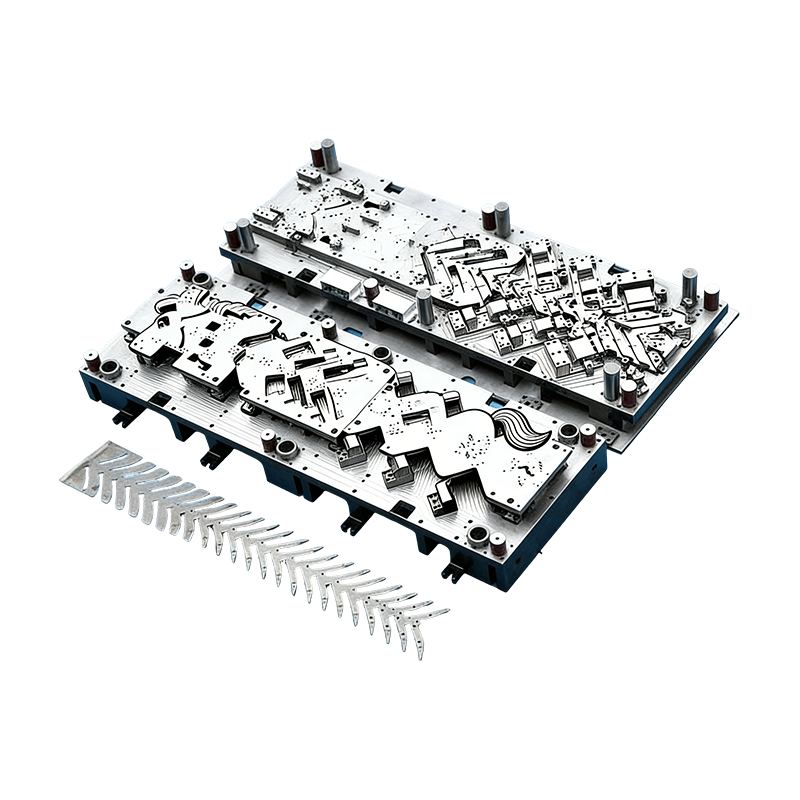
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
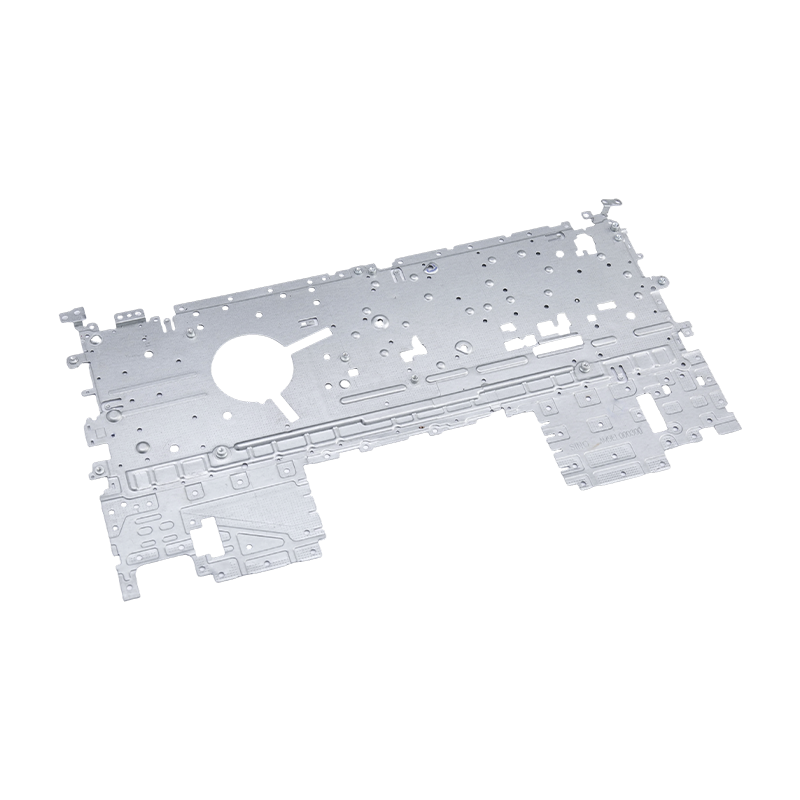
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
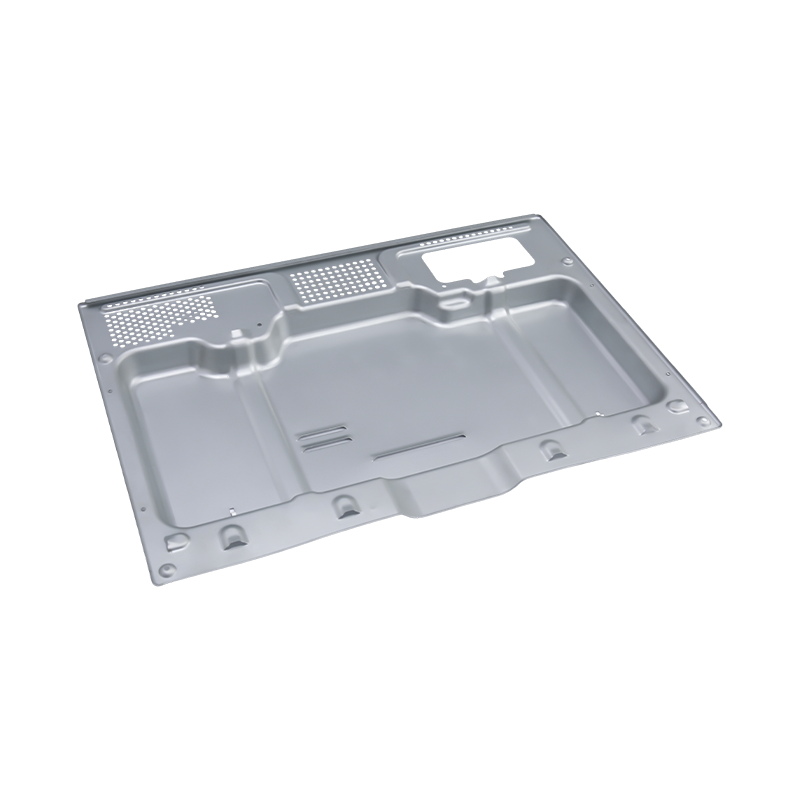
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / سبک وزن، با دقت بالا: استراتژیهای طراحی عمیق در پنل بدنه خودروهای برقی
سبک وزن، با دقت بالا: استراتژیهای طراحی عمیق در پنل بدنه خودروهای برقی
2026-05-07
چه چیزی طراحی عمیق خودرو را با ابزار استاندارد متفاوت می کند
قالب های کشش عمیق مورد استفاده در خودروسازی و خودروهای الکتریکی با ابزار ورق فلزی همه منظوره قابل تعویض نیستند. آنها سیستمهای مهندسی شدهای هستند که از چهار جزء اصلی تشکیل شدهاند - پانچها، قالبها، نگهدارندههای خالی، و مجموعه قالبها - که هر کدام برای کار هماهنگ تحت بارهای شکلدهی شدید بهینه شدهاند. در یک پرس ماشین کوب معمولی، پانچ به داخل حفره قالب فرود میآید در حالی که نگهدارنده خالی فشار رو به پایین کنترل شده روی فلنج ورق اعمال میکند و جریان فلز را بدون چروک یا پاره شدن به داخل حفره هدایت میکند. مجموعه قالب چارچوب ساختاری سفت و سختی را فراهم می کند که تراز را تحت بارهای چرخه ای که می تواند از چند صد تن در هر ضربه بیشتر شود، حفظ می کند.
چه چیزی درجه خودرو را متمایز می کند طراحی عمیق می میرد تلورانس دقیق مورد نیاز در کل ابزار است. دقت ابعادی معمولاً حفظ می شود 0.02 ± میلی متر در سراسر سطوح شکلدهی بحرانی، الزامی که ناشی از این واقعیت است که انحرافات تجمعی در پانل بدنه - به عنوان مثال یک پانل بیرونی درب - مستقیماً به نقصهای سطحی قابل مشاهده یا شکافهای مونتاژ تبدیل میشود که هم زیباییشناسی و هم برازندگی ساختاری را تحت تأثیر قرار میدهد. پرداخت سطح در شعاع پانچ و قالب به همان اندازه مهم است: یک مقدار Ra از ≤0.05 میکرومتر (کیفیت نزدیک به آینه) نازک شدن و امتیازدهی ناشی از اصطکاک را به حداقل می رساند، به ویژه در هنگام پردازش آلیاژهای با استحکام بالا یا سبک.
شکلپذیری آلیاژ آلومینیوم و نقش نقطه ذوب آلومینیوم در طراحی فرآیند
آلیاژ آلومینیوم به دلیل نسبت مطلوب مقاومت به وزن، مقاومت در برابر خوردگی و قابلیت بازیافت، به ماده سبک غالب برای پانلهای بدنه خودروهای سنتی و اجزای ساختاری خودروهای الکتریکی تبدیل شده است. با این حال، آلومینیوم چالش های منحصر به فردی را در کشش عمیق ارائه می کند که مستقیماً با خواص مواد آن مرتبط است - از جمله رفتار حرارتی آن نسبت به نقطه ذوب آلومینیوم .
آلومینیوم خالص تقریباً ذوب می شود 660 درجه سانتی گراد اما آلیاژهای آلومینیومی که در مهر زنی خودروها استفاده میشوند - عمدتاً سری 5xxx (Al-Mg) و 6xxx (Al-Mg-Si) - بسته به ترکیب آلیاژ، محدوده ذوب کمی پایینتر دارند. در حالی که نقطه ذوب آلومینیوم به خودی خود مستقیماً در هنگام مهر زنی سرد به دست نمیآید، به دو ناحیه مجاور فرآیند بسیار مرتبط است: شکلدهی گرم و مدیریت خنکسازی قالب. در شکلدهی گرم آلومینیوم، مواد خالی تا دمای 200 تا 300 درجه سانتیگراد (کسری از نقطه ذوب با دقت انتخاب شده) گرم میشوند تا شکلپذیری را افزایش داده و بازگشت فنری را کاهش دهند، و امکان تولید هندسههای پیچیدهای را فراهم میکنند که در شرایط شکلدهی در دمای محیط ترک میخورند. طراحان قالب باید انبساط حرارتی را در این دماها در نظر بگیرند، فاصله ها و پارامترهای نیروی نگهدارنده خالی را بر این اساس دوباره کالیبره کنند.
حتی در کشش عمیق سرد معمولی، گرمای اصطکاکی ایجاد شده در رابط های پانچ- بلانک و دای- بلانک می تواند دمای سطح محلی را به میزان قابل توجهی افزایش دهد. برای آلیاژهای آلومینیوم، که نقطه ذوب نسبتاً پایینی در مقایسه با فولاد دارند، گرمایش موضعی بیش از حد باعث تسریع گند زدگی - انتقال چسب آلومینیوم بر روی سطوح قالب - میشود که سطح را کاهش میدهد، نیروهای تشکیلدهنده را افزایش میدهد و عمر ابزار را کوتاه میکند. این امر باعث می شود که استراتژی روغن کاری و انتخاب پوشش سطح قالب در هنگام پردازش بسیار مهم باشد آلیاژ آلومینیوم ورق ها
آلیاژهای متداول آلومینیوم خودرو و ویژگی های تشکیل آنها
| سری آلیاژی | درجه معمولی | محدوده ذوب (درجه سانتیگراد) | برنامه کلیدی |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052، 5182 | 607-649 | داخل هود، داخل درب، محفظه EV |
| 6xxx (Al-Mg-Si) | 6016، 6111 | 610-655 | پانل های بیرونی بدنه، بسته های ساختاری |
| Mg-Al (منیزیم-آلومینیوم) | AZ31، AM60 | 470-630 | بدنه باتری EV، پانل ابزار |
طراحی قالب مخصوص EV: نسبت های کشش عمیق، بدنه باتری و سبک وزن
تولید وسایل نقلیه الکتریکی نیاز به قالبهای کششی عمیق دارد که فراتر از آن چیزی است که مهر زنی سنتی خودرو نیاز دارد. سختترین کاربرد فنی، تشکیل محفظههای باتری آلیاژی منیزیم-آلومینیوم است - محفظههای بزرگ، عمیق و ساختاری پیچیده که از آرایههای سلول باتری محافظت میکنند و در عین حال به بودجه وزن کلی خودرو کمک میکنند. این اجزا نیاز دارند نسبت کشش عمیق بیش از 2.5:1 (نسبت قطر خالی به قطر پانچ)، که ماده را به حد شکلپذیری خود میرساند و برای جلوگیری از ترک خوردن فلنج یا نازک شدن بیش از حد دیوار، نیاز به مهندسی قالب استثنایی دارد.
به حداقل رساندن نازک شدن مواد در سراسر دیوار کشیده شده برای پوشش باتری بسیار مهم است زیرا یکنواختی ضخامت دیواره مستقیماً بر استحکام سازه و عملکرد تصادف تأثیر می گذارد. طراحان قالب از طریق چندین استراتژی هماهنگ به این موضوع می پردازند: بهینه سازی شعاع دماغه پانچ برای توزیع یکنواخت کرنش، اجرای پروفیل های متغیر نیروی نگهدارنده خالی (BHF) که فشار را به تدریج با افزایش عمق کشش افزایش می دهد، و اعمال توالی های ترسیم چند مرحله ای برای هندسه های عمیق به جای تلاش برای فرم تک عملیاتی.
تغییر به سمت سبک وزنی همچنین منجر به پذیرش ساختارهای قالب مدولار در برنامه های EV شده است. به جای ماشینکاری یک بلوک قالب یکپارچه، طرح های مدولار از درج های قابل تعویض برای مناطق با سایش بالا مانند شعاع ورودی قالب و گوشه های پانچ استفاده می کنند. این رویکرد هزینه ابزارآلات برای هر برنامه وسیله نقلیه را 20 تا 35 درصد در سناریوهای با حجم بالا کاهش می دهد، زیرا درج های فرسوده را می توان بدون از بین بردن کل مجموعه قالب جایگزین کرد. دایهای مدولار همچنین تطبیق سریعتری را در زمانی که تکرار طراحی در طول چرخه توسعه EV رخ میدهد، امکانپذیر میکند، که تمایل دارد سریعتر از برنامههای سنتی خودرو حرکت کند.
کنترل نیروی نگهدارنده خالی: جلوگیری از چین و چروک و ترک به طور همزمان
نیروی نگهدارنده خالی تنها تأثیرگذارترین متغیر فرآیند در کشش عمیق است و کالیبراسیون صحیح آن چیزی است که یک فرآیند تولید پایدار را از یک فرآیند مستعد به ضایعات جدا می کند. BHF خیلی کم به فلنج اجازه می دهد تحت تنش محیطی فشاری کمانش کند و چین و چروک هایی ایجاد کند که در عملیات بعدی قابل صاف شدن نیستند. BHF بیش از حد از جریان یافتن فلز به داخل حفره قالب جلوگیری می کند و باعث شکستگی کششی در دیوار می شود - معمولاً در شعاع پانچ، جایی که مواد نازک ترین هستند.
برای آلیاژ آلومینیوم پنجره BHF قابل قبول نسبت به فولاد کم کربن باریک تر است زیرا آلومینیوم دارای قدرت سخت شدن کرنش کمتری است و به نازک شدن موضعی حساس تر است. خودرو مدرن طراحی عمیق می میرد این مشکل را با نگهدارندههای خالی هیدرولیک یا سروو کنترل میکنند که میتوانند به صورت دینامیکی فشار را در زمان واقعی بر اساس بازخورد از سلولهای بار تعبیهشده در ساختار قالب تنظیم کنند. این کنترل حلقه بسته به ویژه هنگام کشیدن اجزای آلیاژ منیزیم-آلومینیوم در دماهای بالا، که در آن تنش جریان مواد به طور پیوسته با سرد شدن قسمت خالی در طول ضربه تغییر می کند، ارزشمند است.
هنگام تنظیم پارامترهای نگهدارنده خالی برای عملیات کشش عمیق جدید، عوامل زیر باید متعادل شوند:
- قدرت تسلیم و ازدیاد طول مواد: آلیاژهای با استحکام بالاتر به BHF بیشتری برای جلوگیری از چروک شدن نیاز دارند، اما به طور همزمان در برابر ترک خوردگی آسیب پذیرتر هستند و پهنای باند کنترل بیشتری را می طلبند.
- هندسه خالی و عمق رسم: خالی های غیر دایره ای - رایج در کاربردهای پانل درب و پوشش باتری - توزیع تنش فلنج غیریکنواخت را ایجاد می کنند که به نگهدارنده های خالی قطعه بندی شده یا با هندسه متغیر نیاز دارند.
- ضخامت فیلم روانکاری: لایههای روانکننده ضخیمتر اصطکاک را کاهش میدهند و BHF مورد نیاز برای جلوگیری از گند زدگی را کاهش میدهند، اما روانکاری بیش از حد میتواند باعث اثرات هیدروپلنینگ شود که جریان فلز را بیثبات میکند.
- سرعت ضربه زدن فشار: سرعت های بیشتر مهر زنی نرخ کرنش را افزایش می دهد، که بر استرس جریان آلومینیوم تأثیر می گذارد و محدوده ایمن BHF را محدود می کند - یک ملاحظه حیاتی هنگام مقیاس بندی از نمونه اولیه به خطوط پرس تولید انبوه.
توسعه قالب شبیه سازی محور و نظارت هوشمند در تولید انبوه
توسعه قالب خودروهای مدرن دیگر تنها به آزمایش فیزیکی متکی نیست. شبیهسازی شکلدهی مبتنی بر تحلیل المان محدود (FEA) - با استفاده از پلتفرمهای نرمافزاری مانند AutoForm یا Dynaform - به مهندسان قالب اجازه میدهد تا قبل از بریدن یک قطعه فولاد ابزار، شرایط شکلدهی را به صورت مجازی آزمایش کنند. شبیه سازی به طور دقیق توزیع نازک شدن، نواحی خطر چین و چروک، بزرگی بازگشت فنری، و الزامات نیروی تشکیل را پیش بینی می کند، و طراحان را قادر می سازد تا هندسه پانچ، شعاع ورودی قالب و پروفایل های BHF را به صورت محاسباتی بهینه کنند. برای آلیاژ آلومینیوم اجزای با انحنای پیچیده، شبیهسازی میتواند تکرارهای آزمایش فیزیکی را تا 40 تا 60 درصد کاهش دهد و جدولهای زمانی توسعه قالب را به میزان قابل توجهی فشرده کند.
هنگامی که قالب ها وارد تولید انبوه می شوند، سیستم های نظارت هوشمند ثبات فرآیند را در هزاران ضربه در هر شیفت حفظ می کنند. سنسورهای انتشار آکوستیک شروع ضایعات یا سطحی را قبل از اینکه قابل رویت شود تشخیص می دهند. آرایه های کرنش سنج در ساختار قالب نیروی تشکیل دهنده را در زمان واقعی دنبال می کنند، انحرافات را نشان می دهد که نشان دهنده تغییرات مواد خالی یا تجزیه روان کننده است. سیستمهای Vision بازرسی نوری 100% قطعات کشیدهشده را بلافاصله پس از تخلیه انجام میدهند، ابعاد بحرانی را با مقادیر اسمی CAD اندازهگیری میکنند و بهطور خودکار قطعات خارج از تحمل را برای حذف قبل از رسیدن به مونتاژ پایین دست نشان میدهند.
این ادغام شبیه سازی و نظارت در مطبوعات نشان دهنده یک گذار صنعتی گسترده تر است: نقاشی عمیق می میرد دیگر ابزار غیرفعال نیستند، بلکه اجزای فعال یک سیستم تولید مبتنی بر داده هستند. برای تولیدکنندگان خودرو و خودروهای برقی متعهد به اهداف تولید بدون نقص، سرمایهگذاری در طرحهای قالب تایید شده با شبیهسازی و ابزارهای تولید مجهز به حسگر یک گزینه برتر نیست - این یک نیاز پایه رقابتی است زیرا صنعت حرکت خود را به سمت سبکوزن کردن با پیشرفتهتر تسریع میکند. آلیاژ آلومینیوم مواد.

پست قبلی
قطعات مهر زنی صندلی ماشین: راهنمای کیفیت و تناسب
پست بعدی
قطعات مهر زنی فلزی: انواع و کاربردها
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
