-
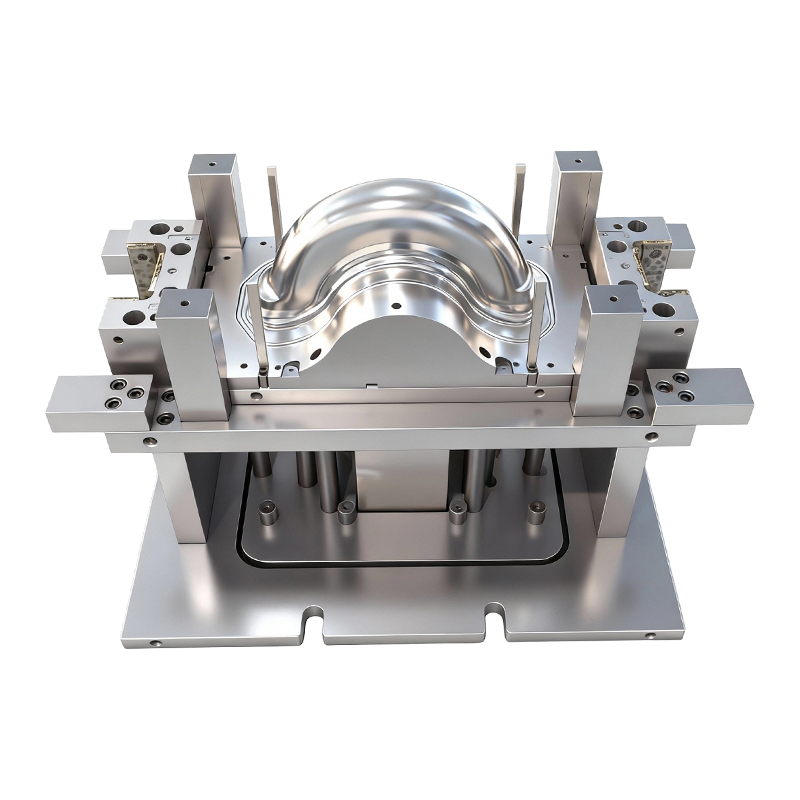
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
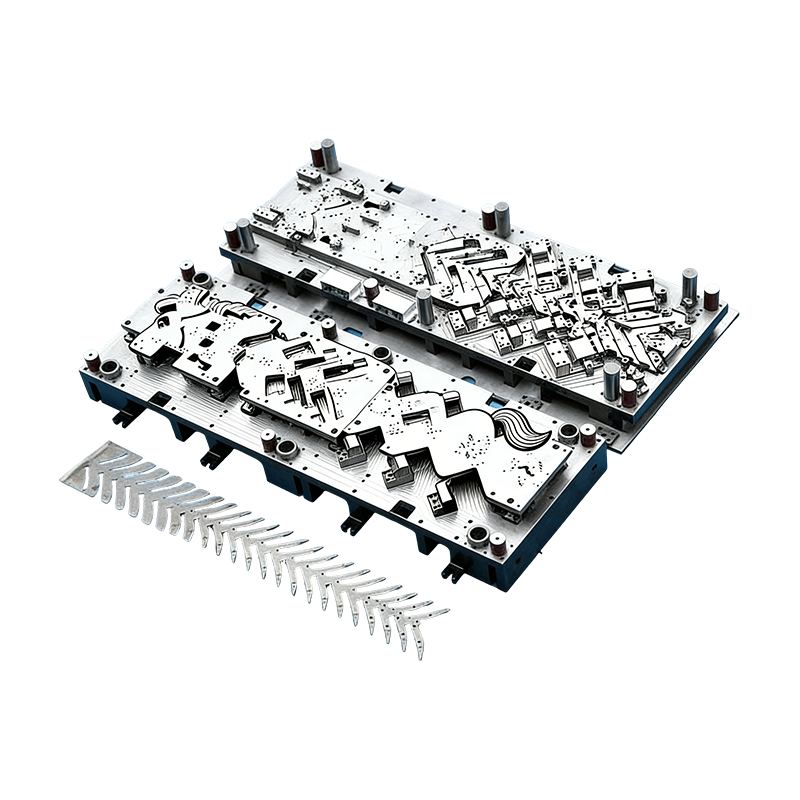
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
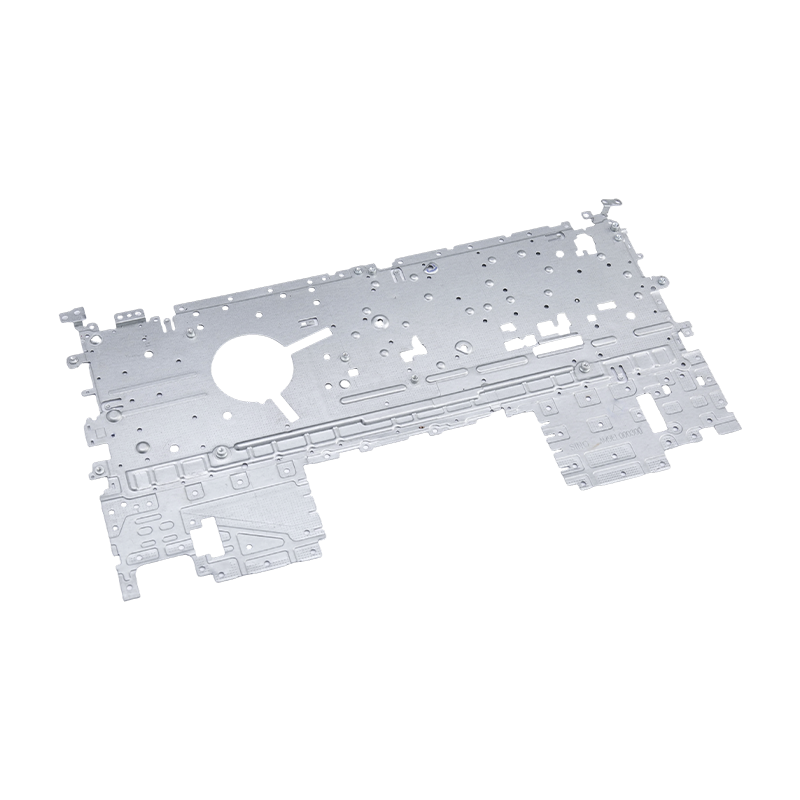
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
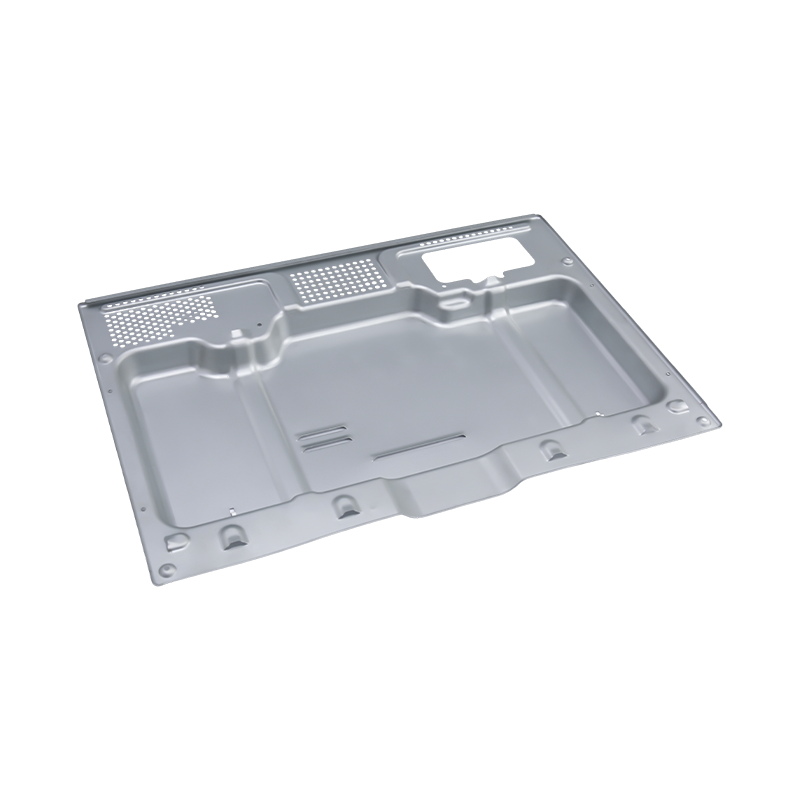
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
تفاوت بین قالب های مهر زنی فلزی پیشرونده و انتقالی چیست؟
2026-02-25
چگونه هر نوع قالب مواد را از طریق پرس جابجا می کند
اساسی ترین تفاوت بین قالب های مهر زنی فلزی پیش رونده و انتقالی در نحوه حرکت قطعه کار از یک ایستگاه شکل دهی به ایستگاه بعدی نهفته است. در یک قالب پیشرونده، قسمت خالی در کل دنباله شکلدهی به نوار سیم پیچ اصلی متصل میماند. نوار با هر ضربه پرس با یک گام ثابت پیش میرود و قطعات نیمهشکلگرفته را از طریق ایستگاههای متوالی - سوراخ کردن، لنگ زدن، خم شدن، کشیدن - حمل میکند تا زمانی که قسمت نهایی از اسکلت در ایستگاه نهایی جدا شود. این قطعه هرگز به صورت فیزیکی از نوار جدا نمی شود تا زمانی که شکل گیری کامل شود، به این معنی که خود نوار به عنوان حامل و مرجع مکان برای هر عملیات عمل می کند.
انتقال مهر زنی فلز می میرد بر اساس یک اصل متفاوت عمل می کند. یک قطعه خالی از سیم پیچ یا ورق در ایستگاه اول بریده می شود و سپس به عنوان یک قطعه آزاد و مستقل از ایستگاهی به ایستگاه دیگر توسط یک سیستم انگشت انتقال مکانیکی یا سروو هدایت می شود. از آنجایی که قطعه دیگر به یک نوار متصل نیست، می توان آن را تغییر مکان داد، چرخاند یا بین ایستگاه ها تغییر جهت داد - حرکاتی که از نظر هندسی غیرممکن هستند وقتی قطعه کار هنوز به یک حامل پیوسته متصل است. این تمایز در نحوه استفاده از مواد، علت اصلی تقریباً هر تفاوت دیگر بین این دو نوع قالب از نظر قابلیت، هزینه و کاربرد است.
هندسه بخش و پیچیدگی شکل دهی
قالب های مهر زنی فلزی پیشرونده برای قطعات نسبتاً مسطح یا کم عمق مناسب تر است. از آنجایی که قطعه در نوار باقی میماند، ارتفاع کل هر ویژگی تشکیلشده به دلیل نیاز به ادامه تغذیه تمیز از طریق قالب بدون اینکه هندسه شکلگرفته ایستگاههای مجاور یا خود ساختار قالب را رسوب دهد، محدود میشود. برای قطعات با عمق کشش متوسط - براکت ها، ترمینال ها، گیره ها، لمینیت ها و سخت افزارهای با بخش نازک - این محدودیت به ندرت مهم است و ابزار پیشرفته انتخاب طبیعی است. طرح نوار اغلب می تواند برای دستیابی به نرخ استفاده از مواد بالاتر از 75٪ مهندسی شود و عدم وجود مکانیزم انتقال به معنی اجزای مکانیکی کمتر و یک سیستم کلی ساده تر است.
انتقال metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
سرعت، توان عملیاتی و حجم تولید
قالب های مهر زنی پیشرونده فلزی به طور مداوم در ضربات در دقیقه از قالب های انتقالی بهتر عمل می کنند. از آنجایی که هیچ مکانیزم انتقالی برای همگام سازی وجود ندارد - بدون انگشتی برای باز کردن، گرفتن، حرکت و جمع کردن بین ضربه ها - قالب های پیشرونده بسته به پیچیدگی قطعه و قابلیت پرس می توانند با سرعت 200 تا 1500 SPM کار کنند. برای تولید قطعات با حجم بالا و کوچک تا متوسط که در میلیونها قطعه در سال اندازهگیری میشود، این مزیت سرعت به یک مزیت توان عملیاتی تعیینکننده تبدیل میشود که برای هر روش دیگر مهر زنی مطابقت با آن دشوار است.
انتقال dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
مقایسه هزینه ابزار، نگهداری و راه اندازی
سرمایه گذاری ابزار و هزینه های تعمیر و نگهداری مداوم به طور قابل توجهی بین دو نوع قالب متفاوت است و درک این تفاوت ها برای تصمیم گیری صحیح منبع ضروری است.
| عامل | قالب های مهر زنی فلزی پیشرونده | انتقال Metal Stamping Dies |
| هزینه ابزار اولیه | متوسط به بالا | بالا تا خیلی زیاد |
| زمان راه اندازی در هر اجرا | کوتاهتر - مجموعه قالب تکی | طولانی تر - سیستم انتقال باید زمان بندی و تنظیم شود |
| پیچیدگی تعمیر و نگهداری | متوسط - تیز کردن پانچ/قالب، سایش خلبانی | بالاتر - انگشتان انتقال، ریل ها و زمان بندی نقاط سایش را اضافه می کنند |
| انعطاف پذیری تغییر قالب | محدود - ایستگاه ها به یکدیگر وابسته هستند | بالاتر - قالب های ایستگاه فردی را می توان به طور مستقل تعویض کرد |
| حداقل حجم قابل اجرا | بالا (هزینه را نسبت به حجم مستهلک می کند) | متوسط به بالا |
یکی از مزیتهای نگهداری که قالبهای مهر زنی فلزی انتقالی نسبت به ابزارهای پیشرونده حفظ میکند، توانایی سرویس یا جایگزینی قالبهای ایستگاهی بدون بازسازی کل ابزار است. از آنجایی که هر قالب ایستگاهی یک واحد مجزا است، می توان یک ایستگاه کشش فرسوده را کشیده و مجددا زمینی کرد در حالی که بقیه روی پرس باقی می مانند. در یک قالب پیشرونده، همه ایستگاه ها در یک مجموعه ترکیبی واحد ادغام می شوند، به این معنی که هرگونه تعمیر و نگهداری که نیاز به جداسازی قالب دارد، کل ابزار و کل دوره تولید را تحت تأثیر قرار می دهد.
تفاوت استفاده از مواد و نرخ ضایعات
استفاده از مواد حوزه دیگری است که در آن دو نوع قالب به طور معناداری از هم جدا می شوند. قالب های مهر زنی فلزی پیشرونده یک اسکلت ضایعات پیوسته تولید می کند - نوار باقی مانده پس از برداشتن قطعات خالی یا تمام شده - که باید دست به کار شود، خرد شود و دور ریخته شود یا بازیافت شود. بسته به هندسه قطعه و کارایی طرح نوار، اسکلت ضایعات می تواند 20 تا 40 درصد وزن کل سیم پیچ مصرفی را نشان دهد. طرحبندیهای پیچیده نواری با زاویهدار، قسمتهای متقابل در هم، یا پیکربندیهای چند ردیفی میتوانند این رقم را به میزان قابل توجهی کاهش دهند، اما اسکلت محصول جانبی اجتنابناپذیر پردازش درون نواری است.
انتقال metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
انتخاب نوع قالب مناسب برای برنامه شما
انتخاب بین قالب های مهر زنی فلزی پیشرونده و انتقالی باید با ارزیابی ساختاری نیازهای قطعه انجام شود نه صرف هزینه. معیارهای زیر یک چارچوب تصمیم عملی را ارائه می دهند:
- هندسه بخش: اگر میتوان قطعه را در حالی که در یک نوار صاف میماند کاملاً شکل داد - همه ویژگیها از بالا یا پایین بدون تغییر موقعیت قابل دسترسی هستند - ابزار پیشرونده مناسب است. اگر قطعه نیاز به شکلدهی روی چند وجه، کشیدن عمیق فراتر از نسبت عمق به قطر تقریباً 1:1 یا عملیات در قسمت زیرین فلنج داشته باشد، ابزار انتقال مورد نیاز است.
- حجم تولید: حجم سالانه بسیار بالا (معمولاً بالای 500000 قطعه در سال برای قطعات با پیچیدگی متوسط) به نفع قالب های پیشرونده است زیرا مزیت سرعت هزینه زمان پرس هر قطعه را به میزان قابل توجهی کاهش می دهد. قالبهای انتقال برای حجمهای متوسط که هندسه قطعات، ابزارسازی پیشرونده را غیرممکن میکند، مقرون به صرفهتر هستند.
- اندازه قطعه: قطعات با فرمت بزرگ - آنهایی که بیش از 400 میلیمتر در هر ابعادی دارند - در قالبهای پیشرونده غیرعملی میشوند، زیرا طول قالب و عرض سیم پیچ مورد نیاز از ظرفیتهای معمولی پرس و کویل فراتر میرود. خطوط انتقال با استفاده از قالب های ایستگاهی که به اندازه قطعه هستند به جای یک ابزار پیشرونده منفرد، قطعات بزرگ را عملی تر اداره می کنند.
- الزامات دقت ابعادی: قالبهای پیشرونده قطعه را از طریق پینهای خلبانی که سوراخهایی در نوار درگیر میکنند، مکانیابی میکنند، در حالی که قالبهای انتقال تکتکهها را از طریق ویژگیهای قطعه یا ابزارآلات لانه در هر ایستگاه تعیین میکنند. برای قطعاتی که تلورانس موقعیت بین ویژگیها از ± 0.05 میلیمتر تنگتر است، استراتژی مکانیابی هر نوع قالب باید با دقت در برابر تلورانسی که ایجاد میکند ارزیابی شود.
- انعطاف پذیری طراحی آینده: اگر انتظار می رود طراحی قطعه در طول چرخه عمر محصول تغییر کند، ابزار انتقال سازگاری بیشتری را ارائه می دهد، زیرا قالب های ایستگاه جداگانه می توانند به طور مستقل اصلاح شوند. تغییر یک ویژگی در قالب پیشرونده اغلب نیاز به مهندسی مجدد چندین ایستگاه وابسته به هم به طور همزمان دارد.
در عمل، تصمیم به ندرت به صورت جداگانه گرفته می شود. یک سازنده قالب باتجربه نقشه قطعه، پیشبینی حجم سالانه، منابع مطبوعاتی موجود و الزامات مونتاژ پاییندستی را با هم ارزیابی میکند قبل از اینکه استراتژی ابزارسازی را توصیه کند. هم قالب های مهر زنی فلزی پیشرونده و هم انتقالی نشان دهنده فناوری های بالغ و کاملاً درک شده هستند - نکته کلیدی تطبیق فناوری صحیح با نیازهای خاص برنامه به جای پیش فرض با هر رویکردی است که آشناترین آن است.

پست قبلی
مقایسه هزینه: قطعات مهر زنی فلزی در مقابل محصولات قطعات طراحی فلزی در سال 2026
پست بعدی
صنعت قالب های مهر زنی خودرو دور جدیدی از ارتقاء فناوری را آغاز می کند.
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
