-
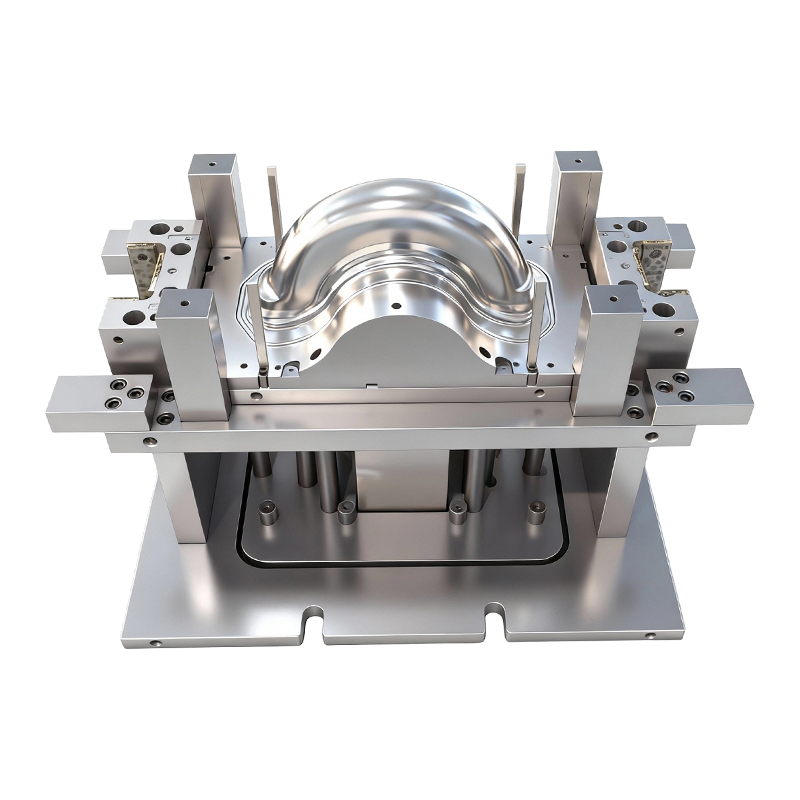
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
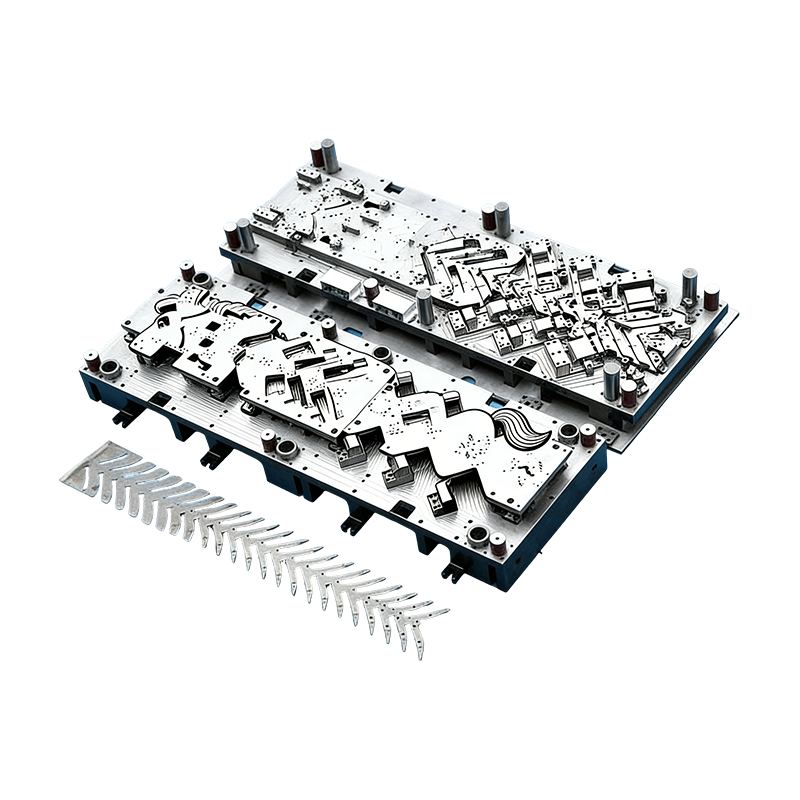
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
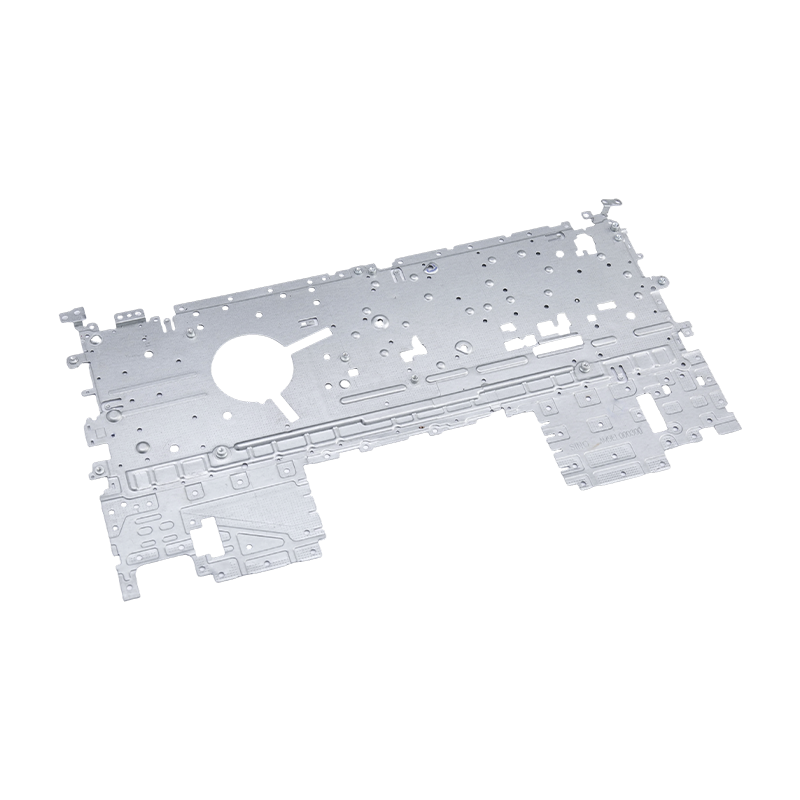
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
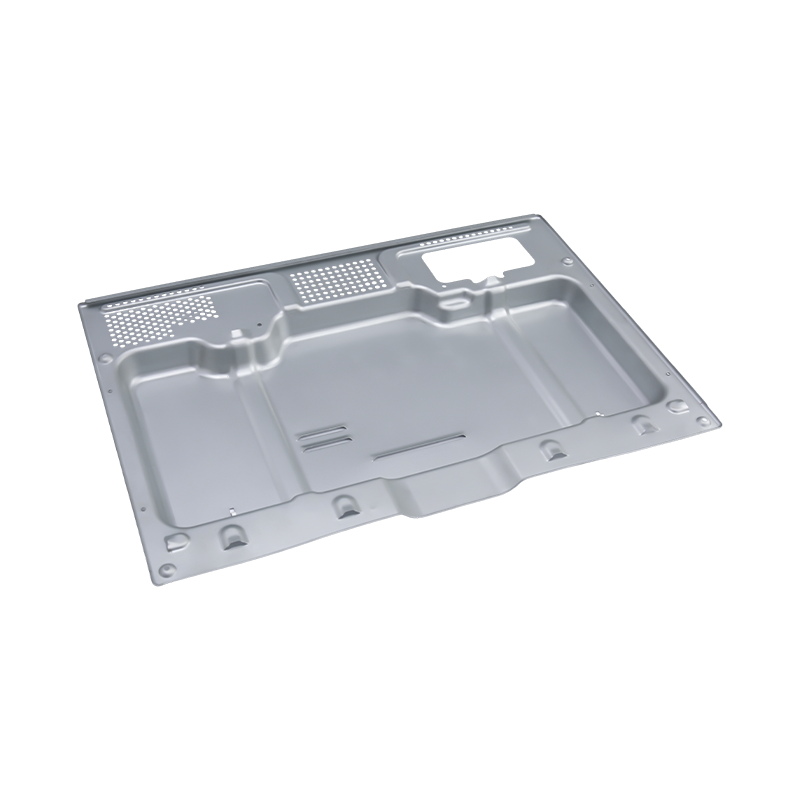
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / قطعات مهر زنی صندلی خودرو: ساخت با دقت بالا، تحمل بار و انتخاب مواد
قطعات مهر زنی صندلی خودرو: ساخت با دقت بالا، تحمل بار و انتخاب مواد
2026-06-04
یک پانل درب ماشین باید همسطح و خوب به نظر برسد. مهر زنی قاب صندلی باید کارهای بیشتری انجام دهد: باید وزن ساکن یک سرنشین را در صدها هزار چرخه حمل کند، نیروهای دینامیکی ناشی از ترمزهای سخت و جاده های ناهموار را جذب کند، و هندسه خود را به اندازه کافی دقیق نگه دارد که لنگر کمربند ایمنی، مکانیسم تکیه گاه و ریل کشویی به درستی جمع شوند و کار کنند. این ترکیبی از نیازهای ساختاری، خستگی و ابعادی باعث می شود قطعات مهر زنی صندلی خودرو یکی از سختترین قطعاتی است که یک مهره فلزی دقیق تولید میکند - و یک شاخص واضح از عمق مهندسی سازنده است.
این مقاله به بررسی پنج بعد مهندسی میپردازد که تعیین میکنند آیا مهر و موم صندلی به طور قابل اعتماد در طول عمر مفید خودرو عمل میکند: الزامات تحمل، انتخاب مواد، دقت قالب، عملکرد بار، و سازگاری با چند خودرو.

چرا قطعات مهر و موم صندلی خودرو نسبت به بسیاری از اجزای بدنه تحملهای سختتری دارند؟
مهر و موم پانل بدن در درجه اول بر اساس ظاهر سطح و تناسب ارزیابی می شود. شکافی که 0.5 میلی متر بیش از حد عرض دارد قابل مشاهده است. شکافی که 0.3 میلی متر بیش از حد باریک است، تداخل مونتاژ ایجاد می کند. هر دو غیر قابل قبول هستند، اما هیچ یک از مسائل ایمنی نیست. مهر و موم های قاب صندلی در حالت خرابی اساساً متفاوت عمل می کنند: خطای ابعادی در یک جزء ساختاری به کاهش ظرفیت بار، ناهماهنگی رابط های حیاتی ایمنی و ترک خوردگی ناشی از خستگی زودرس منتشر می شود.
براکت نصب مکانیزم تکیهگاه را در نظر بگیرید. سوراخهای پیچ آن باید در کسری از میلیمتر قرار گیرند تا اطمینان حاصل شود که تکیهگاه دندانهای قفل خود را به طور یکنواخت در سراسر قوس کامل تنظیم درگیر میکند. یک الگوی سوراخ جابجا شده، بارگذاری غیرعادی را روی مکانیسم قفل ایجاد می کند - بلافاصله آشکار نیست، اما به تدریج در طول عمر صندلی کاهش می یابد. همین منطق در مورد نقاط اتصال ریل کشویی نیز صدق می کند، که باید بار سرنشین را به طور متقارن در هر دو ریل توزیع کنند. هر گونه عدم تقارن تنش را در یک اتصال متمرکز می کند و سایش یا شکست خستگی را تسریع می کند.
استاندارد تحمل برای قطعات مهر زنی صندلی خودرو مطابق با استانداردهای ایمنی خودرو ساخته شده است بنابراین محکمتر از مهر زنی عمومی بدنه است - و نه تنها در بازرسی مقاله اول بلکه در سراسر دورههای تولید اعمال میشود، زیرا تغییرات بین قطعات تولید اولیه و اواخر بر توان خط مونتاژ و زمان تنظیم پایان خط تأثیر میگذارد.
فولاد با استحکام بالا در مقابل آلیاژ آلومینیوم: انتخاب ماده مناسب برای مهر زنی قاب صندلی
تصمیم گیری مواد برای مهر زنی قاب صندلی یک انتخاب واحد نیست که برای کل صندلی اعمال شود - این یک بهینه سازی جزء به جزء است که الزامات استحکام، پیچیدگی شکل، اهداف وزن و هزینه را متعادل می کند.
فولاد با استحکام بالا ماده غالب برای اجزای ساختاری قاب صندلی است. فولادهای پیشرفته با استحکام بالا (AHSS) با استحکام کششی 600 تا 1500 مگاپاسکال، استحکام تسلیم مورد نیاز برای براکتهای تکیهگاه، تقویتکنندههای کف صندلی و قاب پشتی صندلی را فراهم میکنند تا در برابر بار گشتاور 530 نیوتنمتری که در استانداردهای ایمنی تغییر شکل دائمی صندلی خودرو مشخص شده است، مقاومت کنند. سفتی بالای این ماده همچنین در برابر گشتاورهای خمشی ایجاد شده در هنگام انتقال بارهای کمربند ایمنی از طریق قاب صندلی در هنگام برخورد از جلو مقاومت می کند. مبادله این است که فولادهای با استحکام بالا به ابزارآلات توانمندتری نیاز دارند - تناژ پرس بالاتر، مواد قالب دقیق و مدیریت دقیق نیروی نگهدارنده خالی - زیرا کاهش شکلپذیری آنها نسبت به فولاد ملایم حاشیه کمتری برای خطاهای شکلدهی قبل از وقوع ترک ایجاد میکند.
آلیاژ آلومینیوم به طور فزاینده ای برای اجزای صندلی که کاهش وزن در اولویت هستند، مشخص می شود، به ویژه در خودروهای الکتریکی که بازده برد هزینه مواد و ابزار بالاتر را توجیه می کند. مهر و موم های قاب صندلی آلومینیومی می تواند وزن قطعه را 30 تا 40 درصد در مقایسه با معادل های فولادی کاهش دهد. چالش این است که استحکام تسلیم پایینتر آلومینیوم معمولاً به بخشهای ضخیمتر یا تقویتکنندههای طراحی برای دستیابی به عملکرد ساختاری معادل نیاز دارد - تا حدی مزیت وزن را جبران میکند. برگشت فنری بزرگتر آن در حین شکلگیری همچنین مستلزم جبران دقیقتر قالب و کنترل فرآیند نزدیکتر برای حفظ دقت ابعادی است.
در عمل، مجموعههای صندلی اغلب این دو را ترکیب میکنند: فولاد با استحکام بالا برای مسیرهای بار اولیه (قاب پشتی، براکت تکیهگاه، تقویت لنگر کمربند ایمنی) و آلیاژ آلومینیوم برای سازههای ثانویه که در آن کاهش وزن مزیت واضحی دارد و بارهای اوج کمتر است (اعضای جانبی تشت بالشتک، براکتهای راهنمای پشتی سر).
چگونه قالب های مهر زنی با دقت بالا ظرفیت تحمل بار را تعیین می کند
خواص مکانیکی یک قطعه قاب صندلی مهر شده تا حدی توسط مواد اولیه و تا حدی توسط خود فرآیند مهر زنی تعیین می شود. قالبی که ضخامت دیواره ناسازگاری ایجاد می کند - از طریق نیروی نگهدارنده خالی ناهموار، شعاع پانچ فرسوده، یا فاصله نامشخص بین پانچ و قالب - نازک شدن موضعی در قسمت مهر شده ایجاد می کند. آن مناطق نازک به غلظت تنش تبدیل میشوند: اولین مکانهایی که تحت اضافه بار استاتیکی تسلیم میشوند و محلهای شروع ترکهای خستگی تحت بارگذاری چرخهای.
این پیوند مکانیکی مستقیم بین است دقت قالب و ظرفیت باربری مهر زنی صندلی . یک قالب با دقت 0.002 میلی متر بر روی سطوح شکل دهی بحرانی خود، قطعاتی با ضخامت دیواره ثابت در سراسر عمق کشش تولید می کند. بار سرنشین به طور یکنواخت در سراسر بخش توزیع می شود، تنش های کاری بسیار کمتر از حد خستگی مواد باقی می ماند و قطعه به هدف عمر طراحی خود می رسد. قالبی با شعاع فرسوده یا ماشینکاری نادقیق قطعاتی را تولید می کند که در آن نازک شدن متمرکز می شود، تنش های موضعی افزایش می یابد و عمر خستگی کاهش می یابد - اغلب بدون هیچ گونه عدم انطباق ابعادی قابل تشخیص با بازرسی معمول.
کیفیت لبه نیز همین اهمیت را دارد. سوراخها و ریز ترکها روی لبههای سوراخشده ناشی از ابزارهای کسلکننده یا نامناسب به عنوان محل شروع ترک عمل میکنند. تحت بارگذاری چرخه ای رانندگی معمولی - ارتعاشات جاده، چرخه های تنظیم صندلی، ورود و خروج مسافر - این عیوب لبه به ترک های خستگی در مواد پایه منتشر می شوند. لبه های برشی صاف و با پشتیبانی خوب که توسط ابزار دقیق تولید می شوند، این حالت شکست را از بین می برند.
برای قالب های کشش عمیق خودرو و وسایل نقلیه الکتریکی برای اجزای قاب صندلی بنابراین، کیفیت طراحی و ساخت ابزارها از عملکرد ساختاری قطعات تولید شده قابل تفکیک نیست.
عملکرد بار استاتیک و دینامیک: آنچه قطعات مهر و موم صندلی باید تحمل کنند
مهر زنی قاب صندلی سه دسته مجزا از بار را حمل می کند که هر کدام مفاهیم متفاوتی برای طراحی و مشخصات مواد دارند.
بارهای استاتیک وزن ثابت سرنشین را نشان می دهد - معمولاً 75 تا 100 کیلوگرم برای یک سرنشین که به طور مداوم از طریق بالشتک صندلی و پشتی حرکت می کند. این بارها حداقل سطح مقطع و استحکام تسلیم مواد مورد نیاز برای جلوگیری از تغییر شکل دائمی در طول استفاده عادی را تعیین می کنند. آزمایش و تأیید عملکرد بار استاتیک ساده است، و اکثر خرابیهای مهر و موم صندلی که به «اضافه بار استاتیک» نسبت داده میشود، در واقع خرابیهای خستگی هستند که برای مدتی قبل از ظاهر شدن تغییر شکل قابل مشاهده، شتاب میگیرند.
بارهای دینامیکی ناشی از شتاب خودرو، ترمز، پیچیدن و بی نظمی سطح جاده است. در طول ترمز شدید با کاهش سرعت 1 گرم، اینرسی رو به جلو سرنشین 75 کیلوگرمی تقریباً 750 نیوتن بار از پشتی صندلی و به مکانیسم تکیهگاه و مهرههای قاب پشتی ایجاد میکند. در سطوح ناهموار جاده، شتابهای عمودی 2 تا 3 گرم امکانپذیر است و در فرکانسهای 1 تا 20 هرتز برای هزاران ساعت در طول عمر خودرو، قاب صندلی را چرخانده است. مقاومت در برابر ارتعاش - توانایی ساختار مهر شده برای حفظ هندسه و خواص مکانیکی خود تحت این بارگذاری چرخهای - یک بعد عملکردی است که اغلب در بررسیهای اولیه طراحی دست کم گرفته میشود اما در آزمایشهای دوام طولانیمدت قابل مشاهده است.
بارهای تصادف نشان دهنده بدترین حالت است. در یک برخورد از جلو با سرعت 50 کیلومتر در ساعت با کمربند ایمنی بارگذاری شده، چارچوب صندلی باید انرژی جنبشی سرنشین را بدون شکستگی یا اجازه جابجایی صندلی که میتواند به سرنشین آسیب برساند، به ساختار خودرو منتقل کند. این بارها مرتبه ای بالاتر از بارهای رانندگی دینامیکی هستند و قطعات مهر شده در لنگر کمربند ایمنی، قاب پشتی و مکانیزم قفل ریل کشویی همگی در مسیر بار اولیه قرار دارند.
برآورده کردن هر سه دسته بار به طور همزمان مستلزم آن است که فرآیند مهر زنی هم دقت ابعادی و هم خواص مکانیکی ثابت را ارائه دهد - به همین دلیل است که قابلیت ردیابی مواد و نظارت بر ضخامت در حین فرآیند الزامات استاندارد در زنجیره تامین قطعات صندلی خودرو است.
الزامات سازگاری چند وسیله نقلیه و دقت ابعادی OEM
یک تامین کننده مهر زنی تک صندلی به ندرت به یک پلت فرم خودرو خدمت می کند. مشتریان OEM و سازندگان صندلی های ردیف 1 قطعات مهر شده ای را تهیه می کنند که باید با خطوط مختلف خودرو، اغلب با پاکت های ابعادی مختلف، تنظیمات نصب و الزامات بار ایمنی مناسب باشد. مدیریت این پیچیدگی چند پلتفرمی بدون افزایش هزینه ابزار، یکی از شایستگیهای اصلی است که تامینکنندگان توانمند مهر و موم را از پردازندههای کالا جدا میکند.
اساس سازگاری چند وسیله نقلیه، دقت ابعادی در سطح ویژگی های فردی است - نه فقط هندسه کلی بخش. تلورانس موقعیت سوراخ ± 0.15 میلیمتر یا محکمتر در ویژگیهای نصب و مکانیابی، تضمین میکند که همان قسمت مهر و موم شده به درستی در ساختارهای قاب صندلیهای مختلف بدون نیاز به تنظیم دستی یا کار مجدد مونتاژ میشود. این سطح از دقت تنها زمانی قابل دستیابی است که قالب با ارجاعات داده مناسب طراحی شده باشد، تا تلورانس های مشخصه ماشین کاری شده باشد، و با یک بازرسی کامل مقاله اول در برابر مدل CAD مشتری قبل از راه اندازی تولید، اعتبارسنجی شود.
طراحی قالب سفارشی در این زمینه هزینه سربار نیست - این مکانیسمی است که توسط آن دقت ابعادی و سازگاری چند وسیله نقلیه به دست می آید. قالبی که به طور خاص برای هندسه قطعه طراحی شده است، با موقعیتهای مشخصه و فاصلههای منطبق با الزامات شکلدهی قطعه، به طور مداوم قطعاتی را تولید میکند که به درستی مونتاژ میشوند. یک قالب عمومی یا اصلاح شده برای حفظ خروجی ابعادی قابل قبول نیاز به مرتب سازی، شیمینگ یا تنظیم مداوم دارد.
را طیف کاملی از قطعات مهر زنی خودرو در SQS از قالبهایی که در داخل طراحی و تولید میشوند، تولید میشود، و این اطمینان را میدهد که الزامات ابعادی پلتفرم خودروی هر مشتری از ابتدا به جای جبران در تولید، در ابزارسازی مهندسی شده است.
مزیت یکپارچه قالب و قطعه سازی SQS برای مهر زنی صندلی
را conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. هر دو عملکرد را زیر یک سقف انجام می دهد. همان تیم مهندسی که قالب مهر زنی را برای یک جزء قاب صندلی طراحی می کند، پرس تولید کننده قطعات را نیز اجرا می کند. هنگامی که یک تغییر ابعاد در تولید ظاهر می شود - همانطور که در طول عمر قالب از طریق سایش تدریجی رخ می دهد - پاسخ به جای یک راه حل فرآیند، یک اصلاح آگاهانه قالب است. نتیجه، کیفیت قطعه سازگارتر در طول دوره تولید و مسیر سریعتر برای ریشهیابی در صورت عدم انطباق است.
زیرساخت تولید SQS از این ادغام در سطح دقیقی که مهر و موم صندلی خودرو نیاز دارد پشتیبانی می کند. ماشینهای EDM سیمی که از ژاپن تهیه میشوند به دقت ماشینکاری در 0.002 میلیمتر بر روی ویژگیهای قالب دست مییابند، و تضمین میکنند که سطوح شکلدهی که ضخامت دیوار، کیفیت لبه و موقعیت سوراخ را تعیین میکنند، با تلورانسهایی که طراحی قطعه نیاز دارد حفظ میشوند. یک ناوگان پرس از 80T تا 400T طیف کاملی از هندسه های مهر زنی قاب صندلی را پوشش می دهد، از اجزای براکت کوچک تا ساختارهای قاب کامل پشتی. SQS با بیش از 15 سال تجربه در خدمت به مشتریان OEM و تامین کنندگان ردیف 1 خودرو، و تیمی متشکل از 60 کارمند فنی که به طراحی، ساخت و تضمین کیفیت اختصاص داده شده اند، عمق مهندسی را ارائه می دهد که برنامه های مهر زنی قاب صندلی نیاز دارند.
برای OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
پست قبلی
قطعات مهر زنی فلزی برای لوازم خانگی: مواد، راه حل های دقیق و سفارشی
پست بعدی
طراحی قالب طراحی عمیق: پانچ، قالب، پاکسازی و راهنمای کاهش چند مرحله ای
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
