-
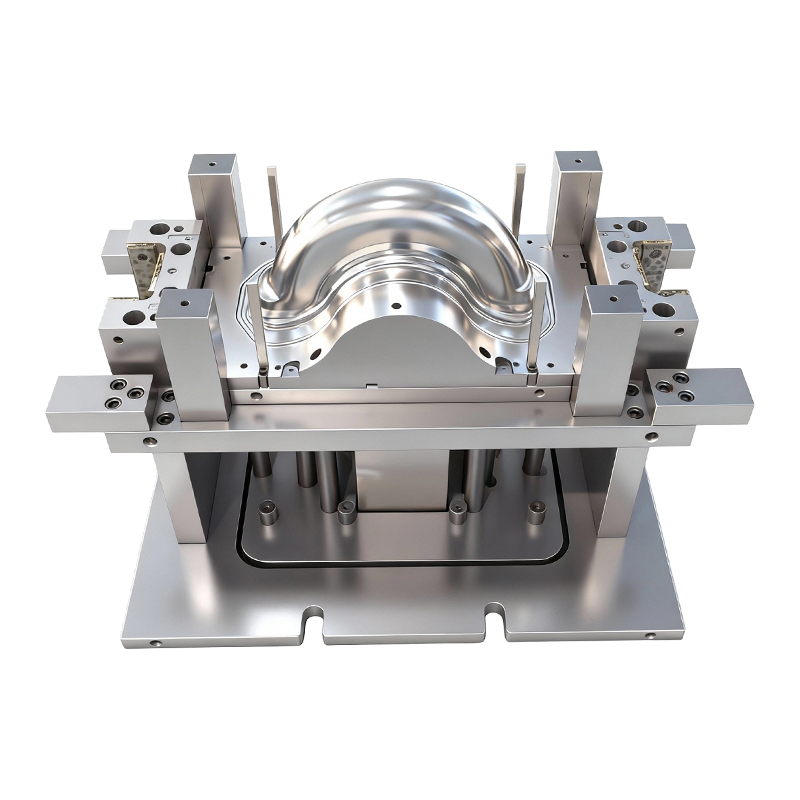
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
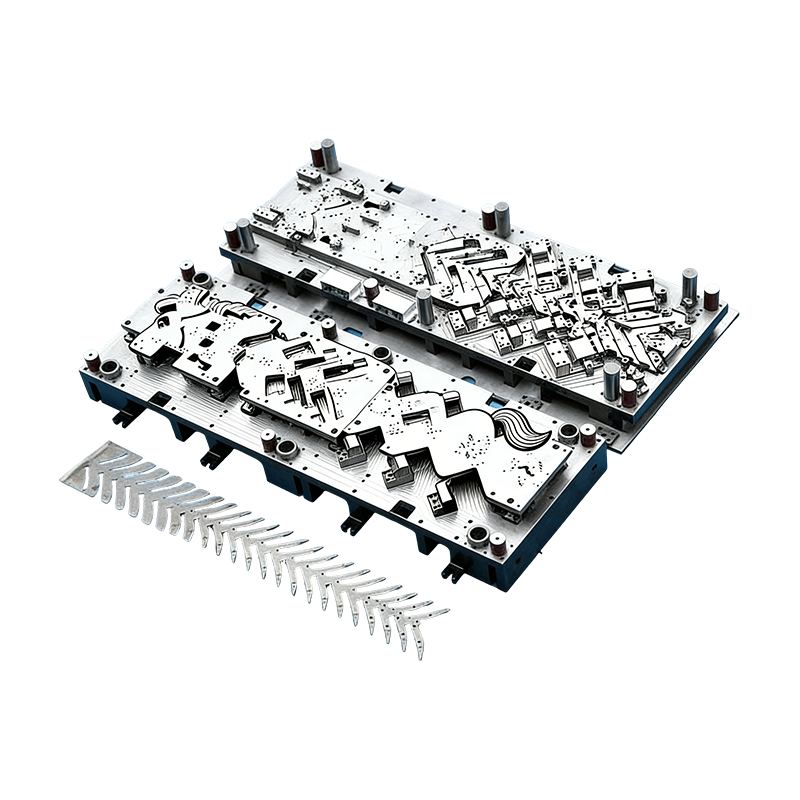
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
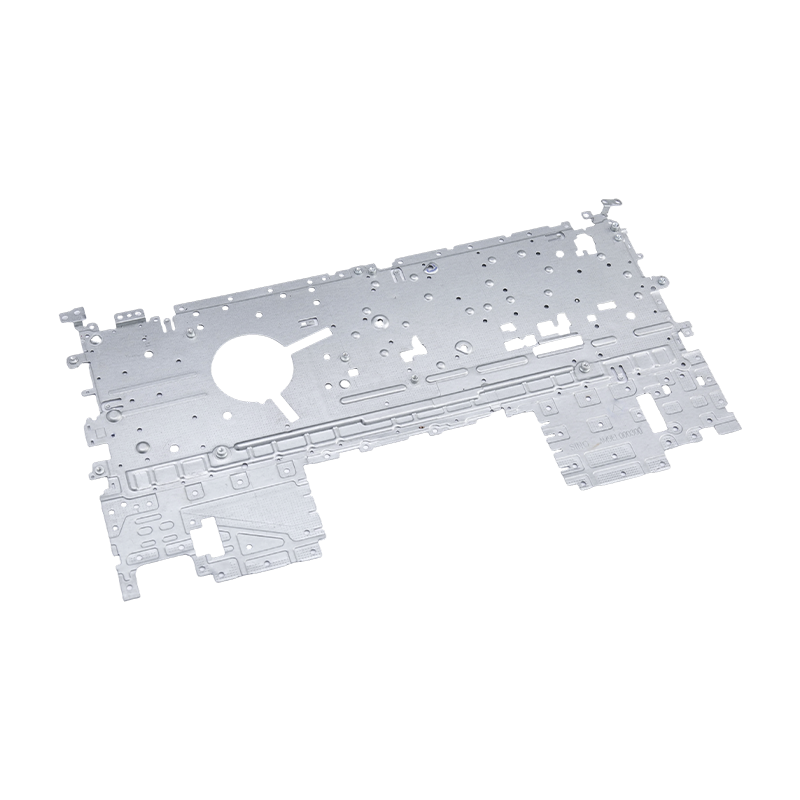
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
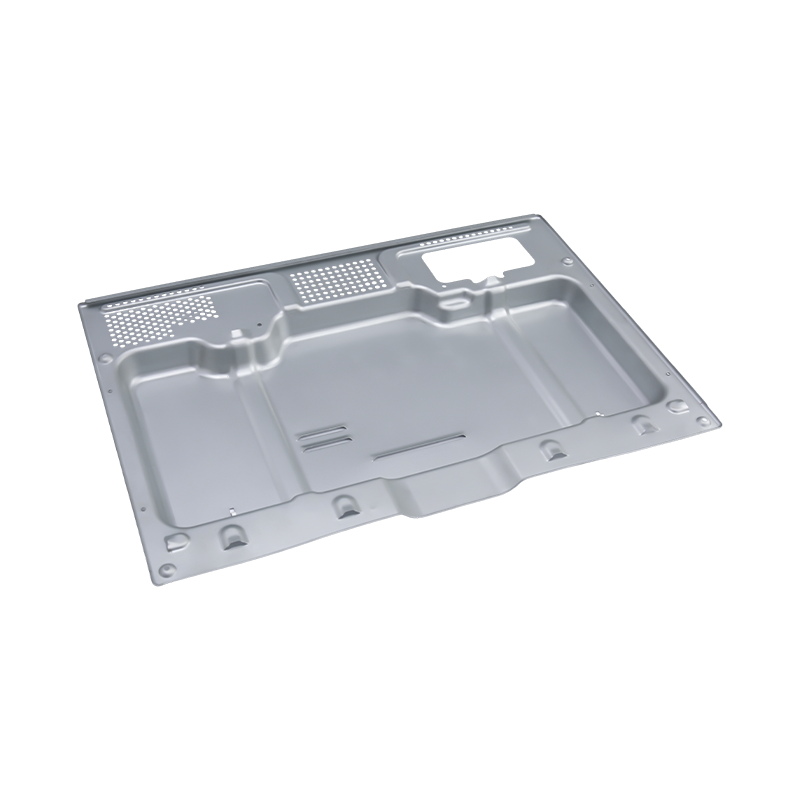
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / طراحی قالب طراحی عمیق: پانچ، قالب، پاکسازی و راهنمای کاهش چند مرحله ای
طراحی قالب طراحی عمیق: پانچ، قالب، پاکسازی و راهنمای کاهش چند مرحله ای
2026-05-20
ورقه فلزی که به عنوان یک قالب صاف وارد قالب می شود و به عنوان یک جزء بدون درز و توخالی از آن خارج می شود - این تغییر شکل کاملاً به نحوه طراحی قالب بستگی دارد. طراحی قالب كششی عمیق یك تصمیم واحد نیست، بلكه زنجیره ای از انتخاب های مهندسی است كه هر یك پنجره ای را كه شكل گیری موفقیت آمیز در آن رخ می دهد، باز یا بسته می كند. یک شعاع پانچ مشخص نشده، یک نگهدارنده خالی کوچکتر، یا یک فاصله محاسبه شده اشتباه می تواند آن پنجره را به طور کامل فرو بریزد و با حجم زیاد، ضایعات ترک خورده یا چروکیده تولید کند. بخشهای زیر به هر متغیر اصلی طراحی میپردازند و توضیح میدهند که هر کدام چه چیزی را کنترل میکنند.
آنچه طراحی قالب طراحی عمیق در واقع کنترل می کند
مجموعه ابزار طراحی عمیق دارای سه عضو اصلی است: پانچ، قالب و نگهدارنده خالی. پانچ قسمت خالی تخت را به داخل حفره قالب فشار می دهد. قالب هندسه بیرونی قطعه تمام شده را مشخص می کند. نگهدارنده بلنک به فلنج صفحه فشار میدهد تا میزان ورود مواد به داخل حفره را در طول ضربه تنظیم کند.
هر عضو باید در رابطه با سایر اعضا طراحی شود. قطر پانچ قطر داخلی فنجان کشیده شده را تعیین می کند. قطر قالب با مقدار فاصله کاری بزرگتر است. نگهدارنده خالی بین این دو قرار می گیرد و فشار تماس را روی فلنج در تمام طول ضربه حفظ می کند. هنگامی که روابط بین این سه جزء صحیح باشد، فلز بدون چروک شدن روی فلنج یا شکستگی در بینی پانچ به سمت داخل و پایین جریان می یابد. وقتی هر رابطه ای اشتباه باشد، یکی از آن دو حالت شکست فورا ظاهر می شود.
برای تولید در حجم بالا، مجموعه قالب های طراحی عمیق در سطح خودرو نیازهای بیشتری را اضافه کنید: عمر ابزار بیشتر، سازگاری قطعه به قطعه محکم، و سازگاری با سیستم های انتقال خودکار. این الزامات اهمیت هر تصمیم طراحی را تشدید می کند که در زیر توضیح داده شده است.
هندسه پانچ و قالب: شکل قطعه از کجا می آید
شعاع دماغه پانچ و شعاع ورودی قالب دو پارامتر هندسی مهم در طراحی قالب طراحی عمیق هستند. هر دو نحوه خم شدن فلز را هنگام انتقال از فضای خالی به دیوار کشیده شده کنترل می کنند.
پانچ شعاع بینی معمولاً بین چهار تا هشت برابر ضخامت مواد برای فولادهای استاندارد تنظیم می شود. شعاع بسیار کوچک، تنش کششی را در خم متمرکز می کند و باعث نازک شدن و در نهایت شکستگی می شود. شعاع بیش از حد بزرگ به فلز اجازه می دهد قبل از اینکه توسط دیوار قالب گرفته شود، کمانش کند و باعث ایجاد چین و چروک دیوار شود.
شعاع ورودی قالب - که گاهی شعاع گوشه قالب نامیده می شود - بر مقاومتی که پره هنگام کشیده شدن روی لبه قالب با آن مواجه می شود، کنترل می کند. یک شعاع قالب خوب صیقلی شده و با اندازه مناسب اصطکاک را کاهش می دهد و اجازه می دهد مواد به آرامی به داخل حفره جریان یابد. تمرین استاندارد، بسته به نسبت کشش و شکل پذیری مواد، این شعاع را چهار تا ده برابر ضخامت مواد تعیین می کند. شعاع کم اندازه خطر پارگی را افزایش می دهد. شعاع های بزرگ در مواد نازک دهانه های بدون پشتیبان ایجاد می کنند که به صورت چین و چروک در می آیند.
برای قطعات با سطح مقطع مربع یا مستطیل، شعاع گوشه نیاز به توجه فردی دارد. گوشهها تنش فشاری را در طول شکلدهی متمرکز میکنند و شعاعهای گوشهای سخاوتمندانه - معمولاً بزرگتر از قسمتهای گرد معادل هستند - امکان کشش عمیقتر را در یک عملیات واحد بدون چروک شدن گوشهها فراهم میکنند.
فاصله کاری بین پانچ و مرگ
Clearance شکاف شعاعی بین پانچ و دیوار قالب است. در طول کشش، فلز باید از این شکاف عبور کند و معمولاً وقتی به سمت داخل جریان دارد کمی ضخیم می شود. فضای خالی باید بدون فشردن فلز به حدی محکم که اصطکاک تا سطوح مخرب افزایش یابد و بدون اینکه فضای زیادی باقی بماند که فلز به صورت جانبی به داخل چین و چروک دیوار بچرخد، با آن ضخیم شدن سازگار باشد.
برای اکثر فولادهای کم کربن، فاصله کاری بین 1.07 تا 1.15 برابر ضخامت ماده در هر طرف محدوده شروع پذیرفته شده است. مواد سختتر یا ضخیمتر ممکن است در انتهای بالای این محدوده نیاز به ترخیص داشته باشند. مواد نازکتر و تحملهای سختتر در ضخامت دیوار، طرح را به سمت انتهای پایینتر سوق میدهد. سیستم های قالب پیشرو برای کشش عمیق پیشرونده خودرو چند ایستگاهه منطق یکسانی را در هر ایستگاه متوالی اعمال کنید، با فاصله معمولاً با کاهش قطر فنجان و بحرانیتر شدن یکنواختی دیواره، فاصله معمولاً سفت میشود.
انتخاب مواد و تأثیر آن بر طراحی قالب
طراح قالب نمی تواند مواد قطعه را انتخاب کند، اما ویژگی های مواد تعیین می کند که کدام پارامترهای طراحی قابل اجرا هستند. دو ویژگی ورق فلز به ویژه مرتبط هستند: توان سخت شدن کرنش (n-value) و نسبت کرنش پلاستیک (r-value که ضریب Lankford نیز نامیده می شود).
مقدار n بالا به این معنی است که مواد با کشش به سرعت سخت می شوند و تغییر شکل را به طور یکنواخت در سراسر قسمت خالی توزیع می کنند. این اجازه می دهد تا نسبت های کشش تهاجمی تر قبل از شکستگی. R-value بالا به این معنی است که ماده در جهت ضخامت نازک شدن مقاومت می کند و ترجیحاً در صفحه ورق جریان می یابد - دقیقاً همان چیزی که طراحی عمیق نیاز دارد. مواد با مقادیر r بالا را می توان قبل از رسیدن به حد شکستگی پانچ-بینی به نسبت عمق به قطر بزرگتر کشید.
از نظر عملی، یک فولاد بدون بینابینی (IF) با مقادیر r بالای 1.8 به طراحی قالبهایی با عمق تک کشش عمیقتر و نسبتهای قطر خالی به پانچ بزرگتر نسبت به فولادهای کم کربن معمولی با مقادیر r نزدیک به 1.0 اجازه میدهد. آلیاژهای آلومینیوم به طور کلی دارای مقادیر r کمتر از 1.0 هستند، به این معنی که طراحی قالب برای آلومینیوم باید بیشتر بر روی کاهش کشش چند مرحله ای و کنترل دقیق نگهدارنده خالی تکیه کند تا به همان عمق جام دست یابد. همین اصول در هنگام طراحی اعمال می شود قطعات مهر زنی دقیق خودرو که در آن تحملهای ابعادی تنگ، چالشهای تنوع مواد را ترکیب میکنند.
کاهش قرعه کشی چند مرحله ای: زمانی که یک عملیات کافی نیست
زمانی که نسبت عمق به قطر مورد نیاز قطعه تمام شده بیشتر از چیزی باشد که یک کشش می تواند به طور ایمن به دست آورد - معمولاً نسبت کشش بالای 2.0 به 2.2 برای اکثر فولادها - طراحی باید چندین مرحله کشش را در خود جای دهد. هر مرحله قطر فنجان را کاهش می دهد و ارتفاع آن را افزایش می دهد و هر مرحله دارای پانچ، قالب و نگهدارنده خالی مخصوص به خود است.
ترسیم اول، فضای خالی مسطح را به حداکثر نسبت کشش اجازه می دهد. ترسیم مجدد بعدی روی فنجان از قبل تشکیل شده عمل می کند و می تواند به نسبت کشش 1.2 تا 1.4 در هر مرحله دست یابد زیرا فلز در فلنج قبلاً تا حدی سخت شده است و خطر چروک شدن شدید کمتری را به همراه دارد. برای بازیابی شکل پذیری قبل از کاهش بعدی، ممکن است برای موادی که به سرعت سخت می شوند، بازپخت بین مراحل لازم باشد.
| مرحله قرعه کشی | حداکثر نسبت قرعه کشی معمولی | یادداشت ها |
|---|---|---|
| اولین قرعه کشی | 1.8 - 2.2 | بستگی به مقدار r و ضخامت خالی دارد |
| قرعه کشی دوم (قرعه کشی مجدد) | 1.2 - 1.4 | خطر کمتر به دلیل سخت شدن کار قبلی |
| قرعه کشی سوم و پس از آن | 1.1 - 1.3 | آنیل ممکن است بین مراحل لازم باشد |
طرح های چند مرحله ای هزینه ابزار و زمان پرس را اضافه می کنند، اما آنها اغلب تنها مسیری هستند که به هندسه قطعه مورد نیاز می رسند. مقایسه اقتصادی بین رویکردهای تک مرحلهای و چند مرحلهای ارتباط نزدیکی با حجم تولید دارد - عاملی که با جزئیات بیشتر در مقاله بررسی شده است. تفاوت هزینه بین محصولات مهر زنی فلز و قطعات کشش عمیق .

فشار مهره ها و بایندر را بکشید: جریان مواد با تنظیم دقیق
مهرههای کشیده، برآمدگیهایی هستند که در سطح بایندر (نگهدارنده خالی) ماشینکاری میشوند. همانطور که قسمت خالی روی آنها در طول کشش می لغزد، آنها تغییر شکل خمشی و خم نشدنی ایجاد می کنند که مقاومت بیشتری در برابر جریان مواد ایجاد می کند. با تغییر ارتفاع، عرض و موقعیت مهرههای کشش در اطراف محیط خالی، طراح قالب میتواند میزان ورود مواد به داخل حفره قالب را در هر نقطه کنترل کند - جریان را از نواحی مستعد پارگی و به سمت مناطقی که در غیر این صورت ممکن است چروک شوند، هدایت کند.
قرارگیری مهره های کشیده به ویژه برای قطعات غیر متقارن، مانند پانل های بدنه خودرو، که در آن بخش های مختلف محیط خالی به مقاومت جریان بسیار متفاوتی نیاز دارند، مهم است. قسمت هایی با مناطق مسطح بزرگ که توسط کشش های عمیق احاطه شده اند اغلب برای جلوگیری از ایجاد اعوجاج سطحی در مناطق مسطح در زیر بایندر، به مهرههای کشیده نیاز دارند.
فشار بایندر طراحی مهره را تکمیل می کند. بایندر باید نیروی کافی برای جلوگیری از کمانش فلنج به شکل چین و چروک اعمال کند، اما نه آنقدر که جریان مواد را به داخل حفره مسدود کند - که باعث افزایش تنش کششی در دیواره فنجان تا حد شکستگی می شود. بنابراین فشار صحیح بایندر در یک پنجره فرآیند قرار دارد که مرزهای آن با حد چروک در زیر و حد شکست در بالا مشخص می شود. مقاله بعدی در این مجموعه به نحوه تعامل نسبت ترسیم و نیروی نگهدارنده خالی برای تعریف و کنترل آن پنجره می پردازد.
روانکاری و فینیش سطح قالب
اصطکاک در شعاع ورودی قالب و رابط نگهدارنده خالی تأثیر مستقیمی بر تنش کششی حمل شده توسط دیواره فنجان دارد. اصطکاک بیشتر به معنای تنش دیواره بالاتر است - که فرآیند را به حد شکست نزدیکتر میکند. روانکاری موثر این استرس را کاهش می دهد و پنجره فرآیند را افزایش می دهد.
پرداخت سطح قالب با روانکاری در تعامل است. شعاع قالب صیقلی با زبری سطح زیر Ra 0.4 میکرومتر به روانکار اجازه می دهد تا یک لایه ثابت تشکیل دهد و تنوع اصطکاک را کاهش دهد. سطوح ناهموار یا خراشیده روان کننده را به طور ناهموار به دام می اندازند و غلظت های تنش موضعی را وارد می کنند که می تواند باعث شکستگی در تنش های دیواره کمتر از حد انتظار شود.
انتخاب روانکار بستگی به ماده ای دارد که کشیده می شود. فولادهای کم کربن طیف وسیعی از روان کننده ها را تحمل می کنند، از روغن های کششی سبک گرفته تا ترکیبات سنگین EP (فشار شدید). آلیاژهای آلومینیوم به روان کننده هایی نیاز دارند که با سطح فلز واکنش نشان ندهند، زیرا ترکیبات واکنش پذیر می توانند باعث گند زدگی و سطحی شوند. فولادهای زنگ نزن - که به سرعت کار می کنند - اغلب به روان کننده های کلردار برای مدیریت فشارهای مشترک ایجاد شده در طول کشش نیاز دارند.
انتخاب فولاد ابزار و دوام قالب
عمر قالب در کشش عمیق به دلیل سایش ساینده در شعاع ورودی قالب و با گند زدن روی سطح چسب محدود می شود. هر دو مکانیسم زمانی تسریع میشوند که فشار بایندر بالا باشد، فیلم روانکننده شکسته شود، یا ماده خالی حاوی مواد ساینده باشد.
مواد قالب استاندارد برای تولید با حجم متوسط شامل فولاد ابزار D2 (تقریباً 60-62 HRC پس از سخت شدن) و DC53 است که چقرمگی بهتری در سختی مشابه ارائه می دهد. تولید خودرو با حجم بالا اغلب نیاز به درج کاربید تنگستن در شعاع ورودی قالب دارد، جایی که نرخ سایش بالاترین است. پوششهای سطح - نیترید تیتانیوم (TiN)، کربنیترید تیتانیوم (TiCN) یا کربن الماسمانند (DLC) - با کاهش ضریب اصطکاک در رابط ابزار و ابزار، عمر مفید بیشتری را افزایش میدهند.
برای مجموعه های قالب مهر زنی با دقت بالا هدف قرار دادن تحمل قطعات خودرو یا EV، انتخاب فولاد ابزار و مشخصات عملیات حرارتی به اندازه پارامترهای طراحی هندسی که در بالا توضیح داده شد، حیاتی هستند. یک قالب کامل ابعادی که از فولاد با عملیات حرارتی نادرست ماشین کاری شده است، مدت ها قبل از عمر طراحی خود از بین می رود.
شبیه سازی قبل از فولاد: تحلیل المان محدود در طراحی قالب
طراحی قالب طراحی عمیق مدرن به شدت به تحلیل اجزا محدود (FEA) برای پیشبینی نتایج شکلگیری قبل از برش فلز متکی است. شبیهسازیهای FEA فضای خالی را بهعنوان شبکهای از عناصر تغییر شکلپذیر مدلسازی میکنند، ضربه پانچ را بهصورت تدریجی اعمال میکنند، و تنش، کرنش، و توزیع ضخامت را در هر نقطه از فضای خالی در سراسر ضربه محاسبه میکنند.
خروجی یک شبیهسازی بهخوبی کالیبرهشده شامل یک همپوشانی نمودار حد شکلدهی (FLD) است که نشان میدهد آیا هر ناحیه از خالی به مرز شکستگی یا چروکیدگی نزدیک میشود. اگر شبیهسازی خرابیها را پیشبینی کند، طراح میتواند شعاع پانچ، شعاع قالب، فشار بایندر، ترسیم هندسه مهرهها یا شکل خالی را تنظیم کند - در نرمافزار به جای فولاد تکرار میشود. این فرآیند زمان آزمایش را به میزان قابل توجهی فشرده می کند و تعداد اصلاحات فیزیکی ابزار مورد نیاز قبل از تولید قطعات قابل قبول را کاهش می دهد.
کیفیت شبیهسازی به دادههای کارت مواد دقیق بستگی دارد - بهویژه توصیف سطح بازده، مقادیر r، n-مقدار و منحنی تنش جریان برای سیمپیچ ماده خاصی که در تولید استفاده میشود. دادههای عمومی مواد، پیشبینیهای قابل قبول اما غیرقابل اعتمادی را تولید میکنند. داده های خاص مواد از آزمایش کشش و آزمایش FLD پیش بینی هایی را تولید می کند که مستقیماً به رفتار پرس ترجمه می شود.
خلاصه: متغیرهای طراحی که بیشترین اهمیت را دارند
طراحی قالب طراحی عمیق به تعداد کمی از متغیرها حل می شود، که هر کدام باید در محدوده ای تنظیم شوند که به بقیه بستگی دارد. شعاع پانچ و قالب شدت خمش را در انتقال ها تعیین می کند. فاصله کاری ضخیم شدن فلز را بدون ایجاد اصطکاک مخرب انجام می دهد. نسبت Draw حد بالایی تغییر شکل را در یک مرحله تعیین می کند. فشار بایندر و مهره های کشش جریان مواد را در اطراف محیط خالی کنترل می کند. روغن کاری و پرداخت سطح تعیین می کند که چه مقدار از فشار مجاز بایندر واقعاً به قسمت خالی می رسد. فولاد ابزار و انتخاب پوشش تعیین می کند که تا چه مدت قالب آن شرایط را که به دقت تعیین شده است حفظ کند.
هیچ متغیری را نمی توان به صورت مجزا بهینه کرد. تغییر در شعاع ورودی قالب، فشار بهینه بایندر را تغییر میدهد. تغییر در درجه مواد، نسبت کشش عملی را تغییر می دهد. این وابستگی متقابل به همین دلیل است که طراحی قالب عمیق به یک رویکرد سیستماتیک نیاز دارد - و چرا درست کردن آن، از شبیه سازی تا آزمایش، قطعاتی را تولید می کند که نیازهای ساختاری و ابعادی مورد نیاز برای کاربردهای چرخ و شاسی را برآورده کند به طور مداوم در میلیون ها چرخه تولید.
پست قبلی
قطعات مهر زنی صندلی خودرو: ساخت با دقت بالا، تحمل بار و انتخاب مواد
پست بعدی
قطعات مهر زنی صندلی ماشین: راهنمای کیفیت و تناسب
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
