
-
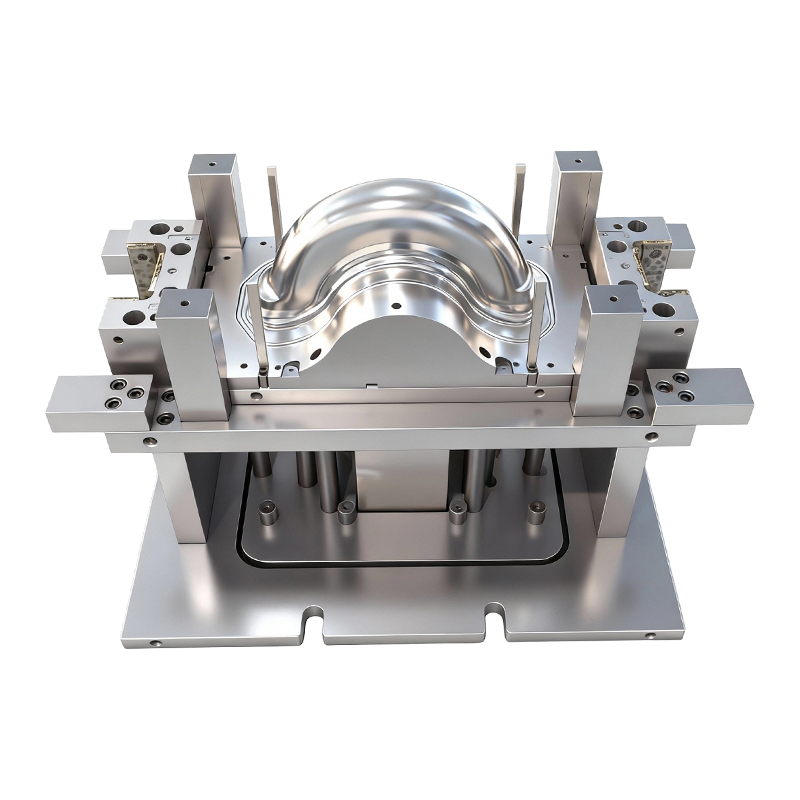
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
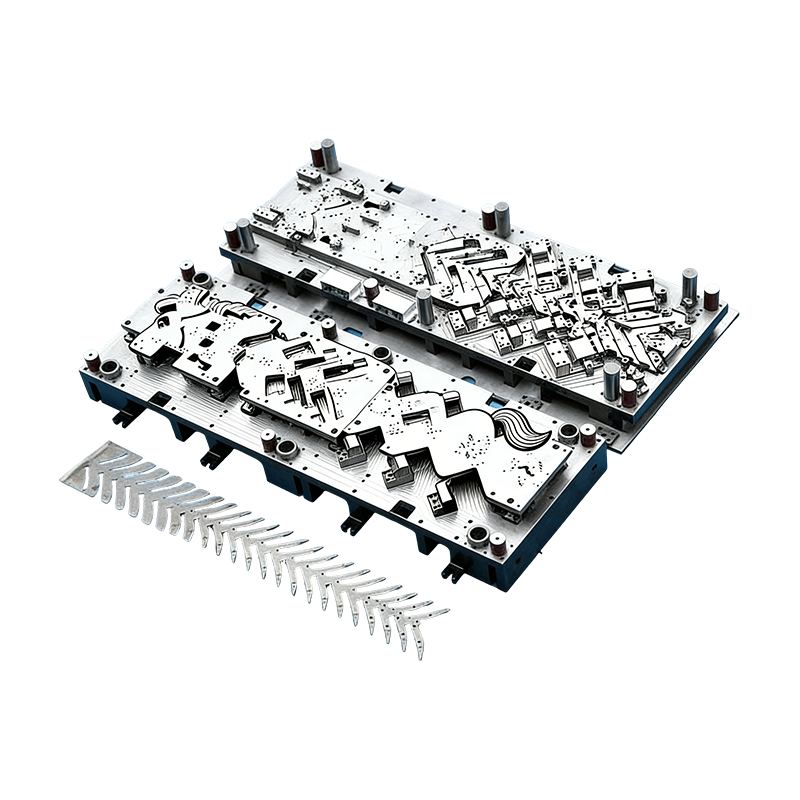
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
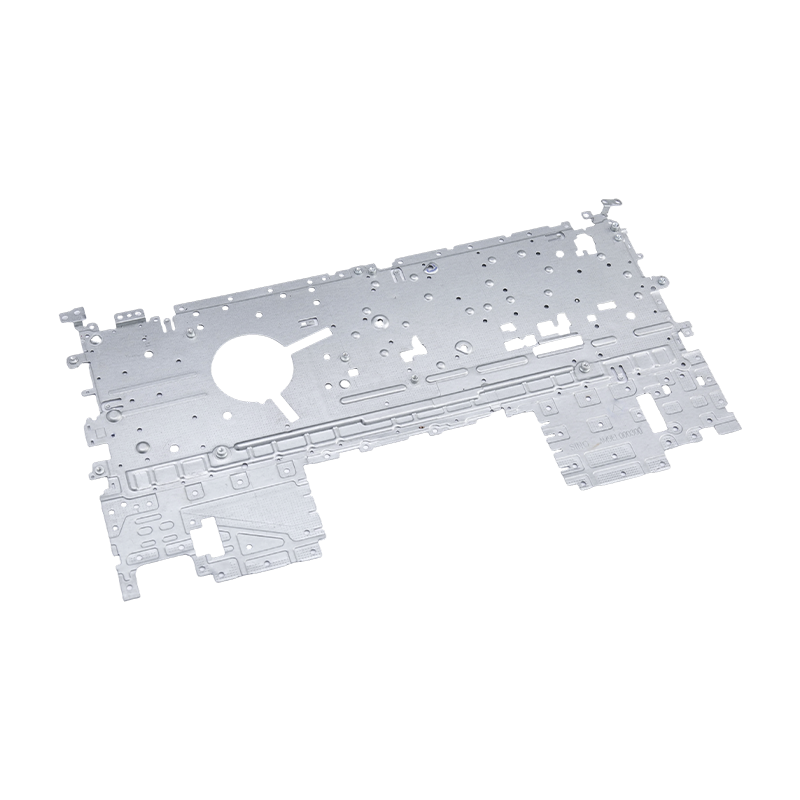
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
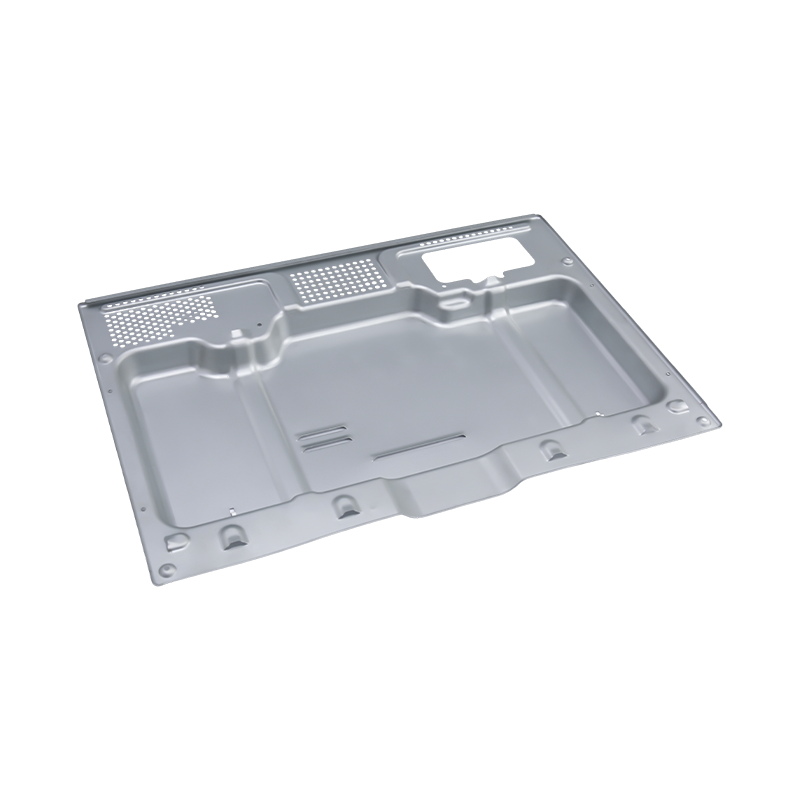
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
راهنمای طراحی عمیق قالب های مهر زنی فلز برای قطعات خودرو
2026-03-30
اصول طراحی عمیق در قالب های مهر زنی فلزی
در دنیای پیچیده تولید، قالب های مهر زنی فلزی به عنوان ستون فقرات برای تولید انبوه قطعات فلزی دقیق عمل می کند. در میان انواع مختلف عملیات مهر زنی، کشیدن عمیق به عنوان یک فرآیند حیاتی برای تبدیل ورق فلزی تخت به اشکال توخالی سه بعدی برجسته است. بر خلاف خمش یا برش ساده، کشش عمیق شامل یک تعامل پیچیده از نیروها است که در آن یک پانچ یک قطعه فلزی را وارد حفره قالب می کند. هدف اصلی کنترل جریان مواد است و اطمینان حاصل شود که ورق کشیده شده و به هندسه مورد نظر جریان می یابد بدون اینکه یکپارچگی ساختاری یا یکنواختی ضخامت آن به خطر بیفتد. این فرآیند برای ایجاد قطعاتی که به عمق قابل توجهی نسبت به قطر آنها نیاز دارند، ضروری است، یک نیاز رایج در صنایع مختلف از کالاهای مصرفی گرفته تا ماشین آلات سنگین.
مکانیک کشیدن عمیق به شدت بر تغییر شکل پلاستیک مواد متکی است. همانطور که پانچ پایین می آید، قسمت خالی فلزی روی شعاع قالب کشیده می شود. ناحیه خالی که روی دهانه قالب قرار دارد به دیواره فنجان یا قسمتی تبدیل می شود، در حالی که فلنج بیرونی به صورت شعاعی به سمت داخل کشیده می شود. این کشش شعاعی باعث کوچک شدن قطر فلنج می شود که به طور طبیعی باعث ایجاد تنش های فشاری حلقه می شود. اگر این تنش ها به درستی مدیریت نشوند، مواد منقبض می شوند و منجر به چین و چروک می شوند. برعکس، اگر تنش کششی در دیواره فنجان از استحکام تسلیم ماده بیشتر شود، قطعه پاره میشود یا ترک میخورد. بنابراین، طراحی قالب های مهر زنی فلزی برای طراحی عمیق فقط در مورد شکل نیست. این در مورد مدیریت استرس است.
کنترل جریان مواد و جلوگیری از نقص
برای دستیابی به یک کشش عمیق موفق، مهندسان باید پارامترهایی مانند نیروی نگهدارنده خالی و فاصله قالب را به دقت کنترل کنند. نگهدارنده بلنک یا پد فشار، نیروی خاصی را به فلنج صفحه خالی وارد می کند. این نیرو یک تعادل ظریف است: باید آنقدر زیاد باشد که از چروک شدن مواد در جریان جریان به داخل جلوگیری کند، اما به اندازه کافی کم باشد تا مواد آزادانه به داخل حفره قالب بلغزند. اگر نیرو خیلی زیاد باشد، ماده نمی تواند جریان یابد و منجر به نازک شدن و در نهایت شکستگی در شعاع پانچ می شود. اگر خیلی کم باشد، تنش های فشاری در فلنج باعث ایجاد چین و چروک های نامناسب و ضعیف از نظر ساختاری می شود.
ترخیص قالب یکی دیگر از عوامل مهم است. این به شکاف بین پانچ و دیوار قالب اشاره دارد. در کشش عمیق استاندارد، فاصله معمولاً کمی بزرگتر از ضخامت ورق است تا به مواد اجازه دهد بدون اتو کردن بیش از حد جریان یابد. با این حال، در فرآیندهایی که به عنوان "کشش عمیق نازک کردن" یا "اتو کردن" شناخته می شوند، فاصله به طور عمدی کمتر از ضخامت اولیه مواد تعیین می شود. این باعث کاهش ضخامت دیوار و افزایش ارتفاع قطعه می شود و در عین حال سطح و دقت ابعاد را بهبود می بخشد. برای تسهیل این جریان و کاهش اصطکاک، که باعث ایجاد گرما و سایش می شود، روانکاری بسیار مهم است. روان کننده های پیشرفته و پوشش های سطحی روی خود قالب به افزایش عمر قالب کمک می کند و کیفیت قطعه را تضمین می کند.
عیوب رایج و راه حل ها
- چروک شدن: ناشی از تنش فشاری بیش از حد در فلنج. با افزایش نیروی نگهدارنده خالی یا استفاده از مهره های کشش برای محدود کردن جریان حل می شود.
- شکستگی/پارگی: زمانی رخ می دهد که تنش کششی از حد مواد بیشتر شود. با افزایش فاصله قالب، بهبود روانکاری، یا بازپخت مواد برای بازیابی شکل پذیری حل می شود.
- گوشواره: ارتفاع ناهموار در بالای قسمت کشیده شده به دلیل ناهمسانگردی در ساختار دانه فلزی. با بهینه سازی جهت گیری خالی یا عملیات پیرایش کنترل می شود.
ادغام با قالب های پیشرو برای قطعات خودرو
در حالی که طراحی عمیق تک مرحله ای برای قطعات بزرگ و ساده رایج است، صنعت خودرو اغلب نیازمند تولید قطعات پیچیده با حجم بالا است. اینجاست که قالب های Progressive برای قطعات خودرو ضروری می شوند. در راه اندازی قالب مترقی، یک نوار فلزی از طریق ایستگاه های متعدد در یک قالب تغذیه می شود. هر ایستگاه عملیات متفاوتی را انجام می دهد - سوراخ کردن، خم شدن و کشیدن - تا زمانی که یک قطعه تمام شده در ایستگاه نهایی تولید شود. ادغام کشش عمیق در قالب پیشرونده از نظر فنی چالش برانگیز است زیرا مواد باید بین ایستگاه ها بدون تغییر شکل ترسیم شده حمل شوند.
سازندگان خودرو از این قالب های پیشرو برای ایجاد همه چیز از براکت های اتصال دهنده کوچک گرفته تا عناصر ساختاری بزرگتر استفاده می کنند. به عنوان مثال، تولید اجزای سیستم سوخت یا قطعات اگزوز اغلب شامل یک سری مراحل ترسیمی در یک خط پیشرونده است. مزیت در سرعت و ثبات است. با انتقال خودکار قطعه از یک مرحله طراحی به مرحله بعدی، سازندگان می توانند هزاران قطعه در ساعت را با حداقل دخالت انسان تولید کنند. با این حال، طراحی قالبهای Progressive برای قطعات خودرو مستلزم بررسی دقیق «نوار حامل» است که قطعه را در حین حرکت در قالب نگه میدارد. حامل باید به اندازه کافی قوی باشد که بتواند نیروهای کششی را تحمل کند اما به راحتی از قسمت نهایی جدا شود.
طرح های سازه ای پیشرفته برای هندسه های پیچیده
همانطور که طرحهای خودرو بیشتر میشود و مقررات ایمنی سختتر میشود، پیچیدگی هندسی قطعات مهر شده افزایش مییابد. قالب های طراحی عمیق استاندارد اغلب نمی توانند در یک ضربه به عمق یا اشکال مورد نیاز دست یابند. در نتیجه، طرحهای سازهای تخصصی برای برآوردن این الزامات فنی توسعه یافتهاند. این طرحها امکان شکلدهی چند مرحلهای را در یک فشار پرس یا در چند عملیات مختلف فراهم میکنند و این اطمینان را میدهند که حتی پیچیدهترین قطعات توخالی را میتوان به طور کارآمد ساخت.
| نوع مرگ | تابع | برنامه |
| طراحی عمیق اولیه وارونه | پانچ به سمت بالا حرکت می کند یا قالب به سمت پایین حرکت می کند تا ابتدا قسمت را از داخل به بیرون تشکیل دهد. | برای قطعاتی که در مرحله اول شکل دهی به پایداری بالایی نیاز دارند استفاده می شود. |
| طراحی معکوس بدون نگهدارنده خالی | با تکیه بر هندسه قالب، قطعه را در جهت مخالف بدون نگهدارنده معمولی خالی ترسیم می کند. | ایده آل برای کاهش قطر و افزایش ارتفاع در مراحل بعدی. |
| طرح نازک شدن دو قالب | از دو قالب متحدالمرکز برای نازک شدن قابل توجه ضخامت دیواره در حین طویل شدن قطعه استفاده می کند. | ساخت سیلندرهای فشار قوی یا محفظه دقیق خودرو. |
تکنیک های ترسیم معکوس
ترسیم معکوس یک تکنیک قدرتمند است که زمانی استفاده میشود که یک قطعه باید عمیقتر از آنچه ماده اجازه میدهد در یک کشش به جلو کشیده شود. در این فرآیند، فنجان نیمه کشیده به داخل برگردانده می شود یا در ایستگاه بعدی در جهت مخالف کشیده می شود. این کار مواد را به شکل متفاوتی سخت می کند و امکان نسبت عمق به قطر بیشتر را فراهم می کند. قالب های کشش عمیق معکوس بدون نگهدارنده خالی به ویژه در اینجا مفید هستند، زیرا آنها ساختار ابزار را ساده می کنند و در عین حال کنترل جریان مواد را در طول فرآیند وارونگی حفظ می کنند.
افزایش عمر قالب و کیفیت سطح
طول عمر از قالب های مهر زنی فلزی ارتباط مستقیمی با کیفیت سطح قطعات تولید شده و مقرون به صرفه بودن خط تولید دارد. کشش عمیق شامل اصطکاک و فشار قابل توجهی است که می تواند منجر به گال (چسبیدن مواد به قالب) و سایش شود. برای مبارزه با این، تولید قالب های مدرن از تکنیک های پیشرفته پرداخت و پوشش استفاده می کند. صیقل دادن شعاع قالب به سطح آینه، اصطکاک را کاهش می دهد و به فلز اجازه می دهد تا به آرامی جریان یابد. علاوه بر این، پوشش هایی مانند نیترید تیتانیوم (TiN) یا کربن الماس مانند (DLC) روی سطوح کاری قالب اعمال می شود.
این پوشش ها یک سطح سخت و کم اصطکاک را ایجاد می کنند که در برابر سایش و خوردگی مقاومت می کند. در زمینه قالبهای پیشرونده برای قطعات خودرو، که زمان کار بسیار مهم است، قالبهای روکششده، دفعات توقف تعمیر و نگهداری و نرخ رد قطعه را کاهش میدهند. علاوه بر این، انتخاب مواد قالب بسیار مهم است. فولادهای ابزار پرکربن و کروم بالا اغلب برای مقاومت در برابر سایش استفاده میشوند، در حالی که درجهای کاربید تنگستن ممکن است در کاربردهای با حجم بالا که در آن دوام شدید مورد نیاز است استفاده شود. با ترکیب طراحی سازه ای قوی با مهندسی سطح، سازندگان می توانند اطمینان حاصل کنند که قالب های کشش عمیق در میلیون ها چرخه به طور قابل اعتمادی عمل می کنند.
کاربردها در خودروسازی مدرن
استفاده از فناوری ترسیم عمیق در بخش خودرو همه جا وجود دارد. یکی از کلاسیک ترین نمونه ها ساخت مخازن سوخت خودرو است. این اجزا به اشکال پیچیده و توخالی نیاز دارند که بتوانند فشار داخلی و ضربه خارجی را تحمل کنند. طراحی عمیق امکان ایجاد این ظروف بدون درز از ورق فلز را فراهم می کند و از یکپارچگی ضد نشت اطمینان می دهد. به طور مشابه، حوضچه ها و سینک های لعابی، در حالی که کالاهای مصرفی هستند، اصول ساخت یکسانی دارند که تطبیق پذیری این فرآیند را نشان می دهد.
در عصر وسایل نقلیه الکتریکی (EVs)، تقاضا برای قطعات عمیق کشیده شده است. محفظه های باتری، محفظه موتور و جعبه های تصادف ساختاری اغلب از فرآیندهای کشش عمیق برای دستیابی به محفظه های سبک وزن و در عین حال قوی استفاده می کنند. توانایی نازک کردن مواد در طول فرآیند کشیدن (نازک کردن کشش عمیق) به کاهش وزن کلی وسیله نقلیه کمک می کند، که برای افزایش برد باتری بسیار مهم است. همانطور که صنعت به سمت مواد سبک تر مانند آلومینیوم و فولاد با مقاومت بالا حرکت می کند، نقش قالب های تخصصی مهر زنی فلزی برجسته تر می شود. مهندسان باید طرحهای قالب را برای رسیدگی به ویژگیهای مختلف پشت فنری و محدودیتهای شکلپذیری این آلیاژهای پیشرفته تطبیق دهند و اطمینان حاصل کنند که نسل بعدی وسایل نقلیه هم ایمن و هم کارآمد هستند.
پست قبلی
قالب های دقیق مهر زنی برای لوازم الکترونیکی و خانگی: راه حل های تولید با راندمان بالا در سال 2026
پست بعدی
راهنمای قطعات مهر زنی و طراحی فلزات
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
