-
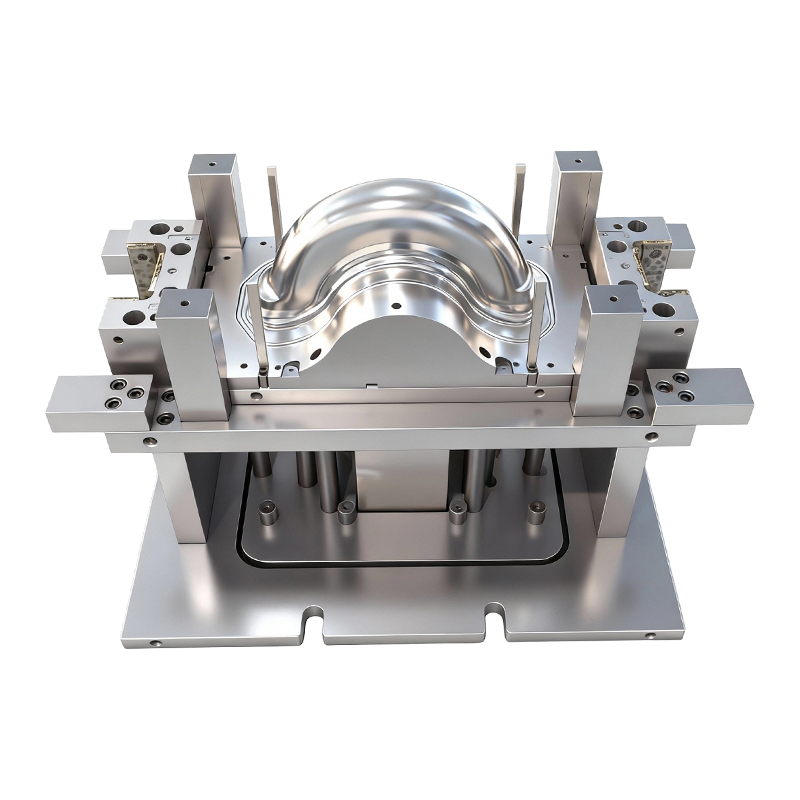
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
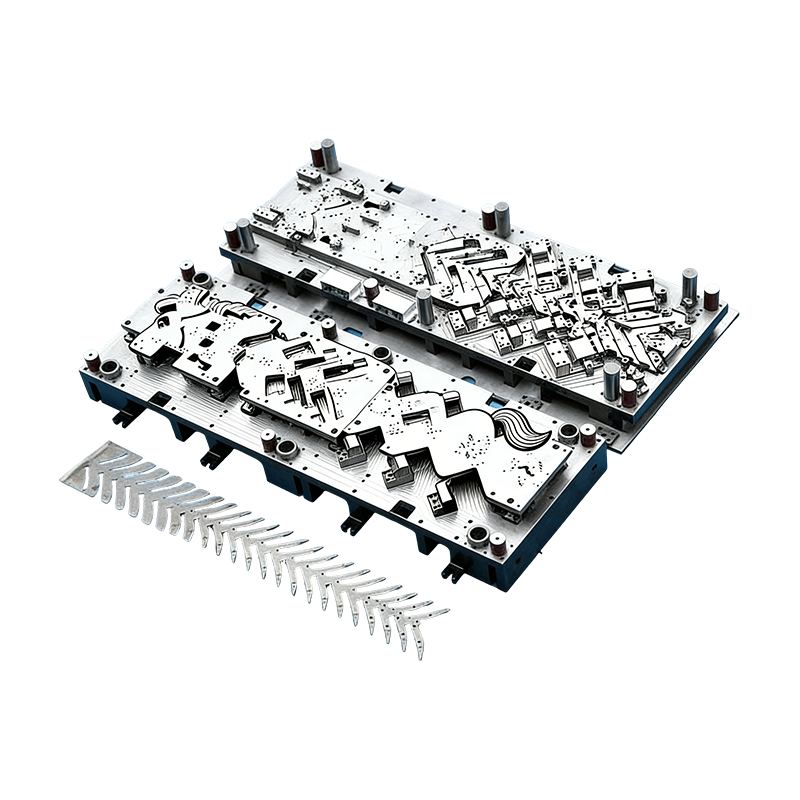
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
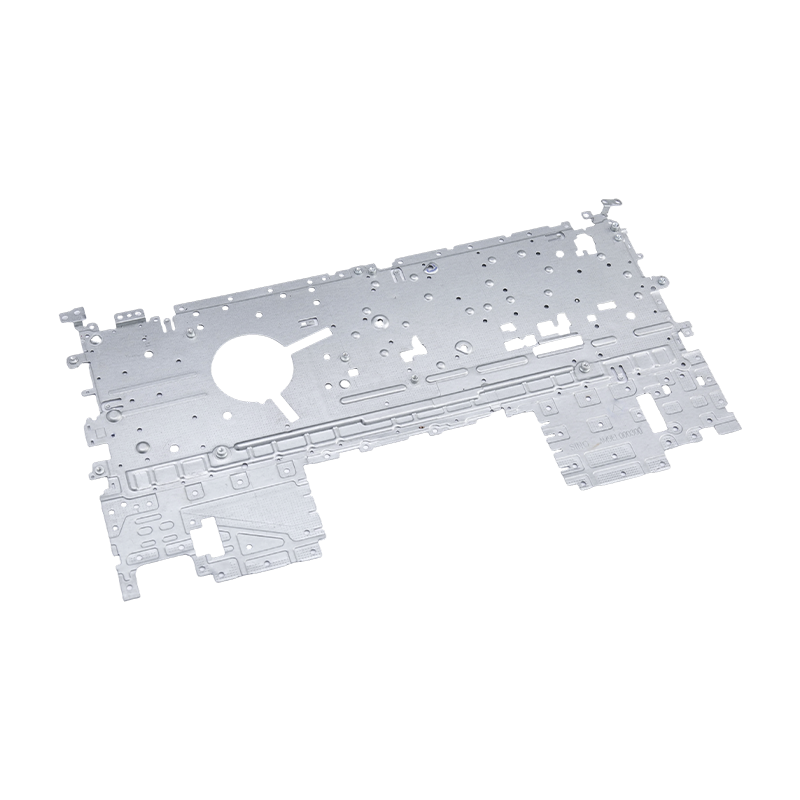
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
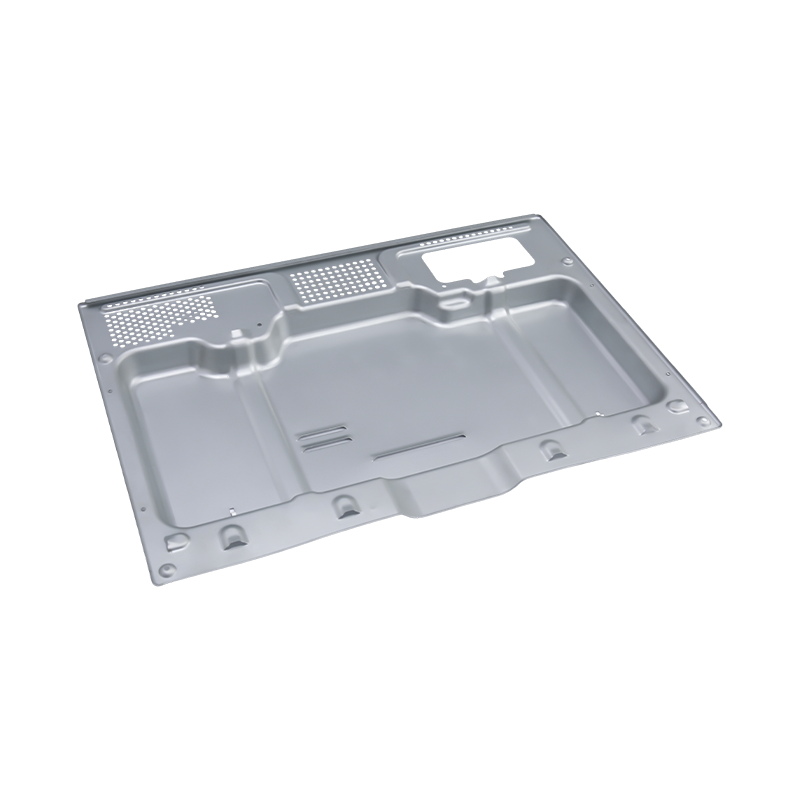
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
راهنمای قطعات مهر زنی و طراحی فلزات
2026-03-23
قطعات مهر زنی فلزی چیست و چگونه ساخته می شوند
قطعات مهر زنی فلزی اجزای فلزی با فرمدهی دقیق هستند که با اعمال نیروی کنترلشده از طریق یک پرس مهر زنی برای تغییر شکل ورق فلز به شکلی مشخص با استفاده از قالبهای فولادی ابزار سخت شده تولید میشوند. این فرآیند شامل یک خانواده از عملیات است - خالی کردن، سوراخ کردن، خم کردن، شکل دهی، سکه گذاری، و برجسته کردن - که می تواند به صورت جداگانه در قالب های تک مرحله ای یا ترکیبی در قالب های پیش رونده یا انتقالی که چندین عملیات را در یک ضربه پرس انجام می دهد، انجام شود. نتیجه یک جزء با هندسه ثابت، تحملهای ابعادی محکم، و ویژگیهای پرداخت سطحی است که بهطور کامل توسط طراحی قالب تعیین میشود و نه مهارت اپراتور، و باعث میشود مهر زنی یکی از تکرارپذیرترین و مقیاسپذیرترین فرآیندهای شکلدهی فلز در دسترس سازندگان باشد.
اقتصاد قطعات مهر زنی فلزی به دلیل استهلاک قالب در حجم بالای تولید است. هنگامی که سرمایهگذاری ابزار انجام میشود، هزینه هر قطعه قطعات مهر شده به سرعت با حجم کاهش مییابد - باعث میشود مهر زنی فرآیند شکلدهی غالب برای هر برنامهای که به هزاران یا میلیونها قطعه فلزی یکسان نیاز دارد، تبدیل شود. برای تولیدکنندگان لوازم خانگی که سالانه میلیونها دستگاه تولید میکنند و دستگاههای OEM خودرویی با مدلهای صدها هزار نفری، مزیت هزینه هر قطعه نسبت به ماشینکاری یا ریختهگری تعیینکننده است. ضخامت ثابت و تلورانسهای محکم بهطور خودکار توسط هندسه قالب حفظ میشوند و تنوع ابعادی را که نیاز به بازرسی دستی و مرتبسازی در روشهای تولید دقیقتر دارد، حذف میکند.
محصولات بخش طراحی فلز: اصول و قابلیت های فرآیند
محصولات قطعات کشش فلزی از طریق کشش عمیق تولید می شوند - یک فرآیند فرعی مهر زنی که در آن یک ورق فلزی تخت به صورت شعاعی به داخل قالب شکل دهی توسط عمل مکانیکی یک پانچ کشیده می شود و یک جزء توخالی و بدون درز با عمقی بیشتر از قطر آن ایجاد می کند. کشش عمیق فرآیندی است که در پشت قوطیها، فنجانها، پوستهها، محفظهها و محفظههای استوانهای در تقریباً هر صنعت تولیدی قرار دارد. بر خلاف عملیات خم کردن یا خالی کردن که مواد را برش می دهند یا تا می کنند، کشش عمیق فلز را با ایجاد جریان کنترل شده مواد از ناحیه فلنج به داخل حفره قالب، تغییر شکل پلاستیکی می دهد و ورق صاف را بدون حذف مواد به شکل سه بعدی تبدیل می کند.
کیفیت محصولات قطعات کشش فلزی به مدیریت دقیق چندین پارامتر فرآیند متقابل بستگی دارد: نیروی نگهدارنده خالی، سرعت پانچ، روانکاری، شکل پذیری مواد، و نسبت کشش - رابطه بین قطر خالی و قطر پانچ. تجاوز از نسبت کشش محدود مواد بدون بازپخت میانی باعث چروک شدن، پارگی یا عدم یکنواختی ضخامت دیواره می شود که باعث غیرقابل استفاده شدن قطعه می شود. عملیات ترسیم عمیق مدرن از شبیهسازی المان محدود در طول طراحی قالب برای پیشبینی جریان مواد و بهینهسازی پارامترهای فرآیند قبل از برش هر ابزار، استفاده میکند که به طور قابلتوجهی زمان توسعه و ضایعات مرتبط با رویکردهای آزمایش و خطای تجربی را کاهش میدهد.
تفاوت های کلیدی بین مهر زنی و طراحی عمیق
- هندسه بخش - قطعات مهر زنی فلزی معمولاً اجزایی با شکل مسطح یا کم عمق هستند که در یک فشار پرس تولید می شوند، در حالی که محصولات قطعات کششی فلزی پوسته های توخالی و سه بعدی هستند که از طریق جریان مواد مترقی در یک یا چند مرحله کشش تولید می شوند.
- وضعیت استرس مادی - مهر زنی در درجه اول مواد را در معرض تنش های کششی، فشاری یا خمشی در صفحه ورق قرار می دهد. کشش عمیق یک حالت تنش دو محوری پیچیده ایجاد می کند - کششی در دیوار، فشاری در فلنج - که به موادی با ازدیاد طول زیاد و نسبت تسلیم به کشش کم برای شکلگیری موفقیتآمیز نیاز دارد.
- پیچیدگی ابزار - قالبهای کشش عمیق به کنترل دقیق فاصله بین پانچ و قالب، سیستمهای نگهدارنده خالی، و اغلب چندین مرحله ترسیم مجدد برای اجزای عمیق نیاز دارند، که باعث پیچیدهتر و پرهزینهتر شدن ابزارها نسبت به قالبهای مهر زنی با حجم معادل برای قطعات با شکل تخت میشود.
- الزامات پرداخت سطح - محصولات قطعات کششی فلزی که در کاربردهای قابل مشاهده استفاده می شوند - مانند محفظه لوازم خانگی یا بسته بندی لوازم آرایشی - به مدیریت دقیق روغن کاری و تکمیل سطح قالب نیاز دارند تا از آثار ابزار، سوزش و بافت پوست پرتقال روی سطح کشیده جلوگیری شود.
مواد مورد استفاده در عملیات مهر زنی و کشیدن فلز
انتخاب مواد برای قطعات مهر زنی فلزی و محصولات قطعات طراحی فلزی یکی از مهم ترین تصمیمات در فرآیند توسعه مولفه است. ماده انتخاب شده باید الزامات خواص مکانیکی کاربرد، نیازهای شکل پذیری فرآیند مهر زنی یا کشیدن، الزامات پرداخت سطح قطعه تمام شده و محدودیت های هزینه برنامه ساخت را برآورده کند. مواد زیر اکثریت بزرگی از قطعات مهر شده و ترسیم شده را در سراسر بخش های صنعتی تشکیل می دهند.
| مواد | ویژگی های کلیدی | برنامه های کاربردی معمولی |
| فولاد کم کربن (DC01–DC06) | شکل پذیری عالی، هزینه کم، قابل جوش | پانل های لوازم خانگی، براکت ها، تقویت کننده های بدنه |
| فولاد با مقاومت بالا (HSS/AHSS) | قدرت تسلیم بالا، جذب انرژی در تصادف | اجزای ساختاری و ایمنی خودرو |
| فولاد گالوانیزه / الکترو گالوانیزه | مقاومت در برابر خوردگی، قابل رنگ آمیزی | وان ماشین لباسشویی، فریم یخچال |
| فولاد ضد زنگ (304، 430) | مقاومت در برابر خوردگی، سطح بهداشتی | آستر داخلی لوازم خانگی، تجهیزات مواد غذایی |
| آلیاژ آلومینیوم (1xxx، 3xxx، 5xxx) | سبک، مقاوم در برابر خوردگی | پانل های بدنه خودرو، مبدل های حرارتی |
| مس و برنج | هدایت الکتریکی، شکل پذیری | کنتاکت های الکتریکی، کانکتورها، پایانه ها |
قطعات مهر زنی فلز در تولید لوازم خانگی
تولید لوازم خانگی یکی از بزرگترین و پرتقاضاترین بخش های کاربردی برای قطعات مهر زنی فلزی است. هر دسته اصلی لوازم خانگی - یخچال، ماشین لباسشویی، تهویه مطبوع، ماشین ظرفشویی و وسایل پخت و پز - شامل ده ها تا صدها قطعه مهر شده است که نقش های ساختاری، عملکردی و زیبایی شناختی را به طور همزمان انجام می دهند. سازگاری ابعادی که مهر زنی ارائه می کند در مونتاژ دستگاه ضروری است، جایی که اجزای چندین تامین کننده باید با تحمل مونتاژ محکم در خطوط تولید با سرعت بالا با هم قرار گیرند.
یخچال و فریزر
چارچوب درب یخچال یکی از مهم ترین قطعات مهر زنی ابعادی در تولید لوازم خانگی است. چارچوب درب باید صافی و صاف بودن را در محدودههای تحمل محدود حفظ کند تا از تماس ثابت با واشر در در سراسر محیط آن اطمینان حاصل شود - نیازی که مستقیماً با رتبه بازده انرژی یخچال مرتبط است. هر گونه انحراف ابعادی که باعث ایجاد شکاف واشر شود منجر به نشت هوای سرد، افزایش زمان کارکرد کمپرسور و مصرف انرژی بالاتر از امتیاز تایید شده می شود. توانایی Stamping برای حفظ مداوم این تلورانس ها در تولید با حجم بالا، چیزی است که آن را به تنها روش ساخت عملی برای این کاربرد تبدیل می کند.
ماشین های لباسشویی
براکت های داخلی وان ماشین لباسشویی قطعات مهر زنی هستند که باید بارهای دینامیکی قابل توجهی را تحمل کنند - نیروهای گریز از مرکز در طول چرخه چرخش می تواند به چند صد کیلوگرم برسد - در حالی که روابط موقعیتی دقیق بین وان، یاتاقان های درام و مجموعه موتور حفظ می شود. دقت ابعادی براکت مستقیماً بر تعادل ارتعاش در حین چرخش با سرعت بالا تأثیر میگذارد که به نوبه خود سطوح نویز، عمر بلبرینگ و عمر خستگی ساختاری کل دستگاه را تعیین میکند. براکت های مهر و موم شده تولید شده با ضخامت ثابت و تلرانس های محکم، تغییرات مونتاژ را که در غیر این صورت به تنظیمات تعادلی جداگانه در هر واحد نیاز دارد، حذف می کند.
تهویه مطبوع
شاسی کولر گازی از قطعات مهر زنی برای تحمل بار پایدار و نصب دقیق کمپرسور، موتور فن، مبدل حرارتی و قطعات الکتریکی استفاده می کند. شاسی باید هندسه ابعادی خود را از طریق تنش های مکانیکی حمل، نصب و سال ها ارتعاش کمپرسور و فن حفظ کند. شاسی فولادی مهر و موم شده با ضخامت دیواره ثابت، نسبت سختی به وزن مورد نیاز برای این کاربردها را بدون هزینه جایگزین های ماشینکاری یا ریخته گری فراهم می کند.
کاربردهای خودرو: ایمنی، دقت و عملکرد
در بخش خودرو، قطعات مهر زنی فلزی برای ایمنی و عملکرد بسیار مهم هستند، به گونه ای که دقت ابعاد و یکپارچگی مواد را غیرقابل مذاکره می کند. مشخصات مهر زنی خودرو یکی از سخت ترین مشخصات در هر صنعت تولیدی است، با تلورانس ابعادی در اجزای حیاتی ایمنی که بر حسب دهم میلی متر اندازه گیری می شود و الزامات ویژگی مواد که از طریق کنترل فرآیند آماری به جای بازرسی نمونه تایید می شود.
اجزای سیستم تعلیق و ترمز
اجزای کالیپر ترمز برخی از سخت ترین کاربردها را برای قطعات مهر زنی فلزی در بخش خودرو نشان می دهد. براکت کالیپر و سختافزار نصب باید هندسه دقیقی داشته باشند تا از تراز صحیح لنت، حتی توزیع نیروی گیرهای و عملکرد ثابت ترمز در طیف کامل دماها و بارهای عملیاتی اطمینان حاصل شود. دقت ابعادی بالای مهر زنی - معمولاً ± 0.1 میلی متر یا بهتر از ویژگی های مهم در ابزار تولید - این الزامات را در حجم و هزینه هایی که تولید خودرو نیاز دارد برآورده می کند. هر گونه انحراف از هندسه مشخص شده در اجزای ترمز به طور مستقیم به تغییر عملکرد ترمز ترجمه می شود که بر گواهی ایمنی خودرو تأثیر می گذارد.
ساختار صندلی و تقویت بدنه
براکتهای صندلی و تقویتکنندههای پانل بدنه به دقت ابعادی بالای مهر زنی برای برآورده کردن استانداردهای ایمنی خودرو در تست عملکرد تصادف متکی هستند. براکت های صندلی باید یکپارچگی مسیر بار خود را تحت نیروهای شدید ایجاد شده در تصادفات از جلو و جانبی حفظ کنند و اطمینان حاصل کنند که سیستم های مهار سرنشین همانطور که طراحی شده است عمل می کنند. تقویتکنندههای پانل بدنه - تیرهای نفوذی در، درجهای ستون B، و تقویتکنندههای تونل کف - به طور فزایندهای از مهرههای فولادی با استحکام بالا ساخته میشوند که انرژی برخورد را از طریق تغییر شکل کنترلشده جذب میکنند، رفتاری که به شدت به قوام ضخامت مواد و دقت هندسی بستگی دارد. تطبیق پذیری قطعات مهر و موم فلزی در این کاربردهای حیاتی ایمنی، آنها را برای ساخت مطمئن و مقرون به صرفه در بخش خودرو ضروری می کند.
کنترل کیفیت و مدیریت تحمل در تولید مهر
حفظ ثبات ابعادی در تولید مهر زنی با حجم بالا نیازمند یک رویکرد سیستماتیک برای کنترل کیفیت است که با طراحی قالب آغاز می شود و در هر مرحله از تولید ادامه می یابد. دقت ابعادی که قطعات مهر زنی فلزی را در مونتاژ ارزشمند می کند - کاهش شکاف های مونتاژ، کاهش هزینه های تولید و افزایش دوام محصول - یک نتیجه خودکار از فرآیند مهر زنی نیست. این نتیجه کنترل فرآیند منضبط است که به طور مداوم در کل دوره تولید اعمال می شود.
- اولین بازرسی مقاله (FAI) - تأیید تمام ابعاد اولین قطعات تولیدی در برابر نقشه مهندسی با استفاده از ماشینهای اندازهگیری مختصات (CMM) تأیید میکند که قالب قبل از شروع تولید حجمی، قطعاتی را در محدوده تحمل تولید میکند. داده های FAI خط پایه ای را ارائه می دهد که تغییرات تولید بعدی با آن اندازه گیری می شود.
- کنترل فرآیند آماری (SPC) - نظارت مستمر بر ابعاد بحرانی در طول تولید با استفاده از نمودارهای کنترلی، پیش از تولید قطعات خارج از تحمل، انحراف فرآیند را شناسایی میکند و به جای تولید ضایعات واکنشی، تنظیمات ابزار پیشگیرانه را امکانپذیر میسازد.
- برنامه های نگهداری قالب - سایش پیشرونده قالب - به ویژه در لبه های برش، شعاع خم شدن، و مهره ها - به طور مستقیم بر ابعاد قطعه تأثیر می گذارد. فواصل تعمیر و نگهداری قالب ساختاریافته بر اساس تعداد قطعات، با تأیید ابعادی در هر بازه، از انحراف تحمل ناشی از سایش ابزار از رسیدن به محصولات مونتاژ شده جلوگیری می کند.
- بازرسی ورودی مواد - تغییر ضخامت ورق فلز، انحراف استحکام تسلیم، و وضعیت سطح همگی بر ابعاد قطعه مهر زنی و رفتار برگشت فنری تأثیر میگذارند. تأیید مواد دریافتی در برابر گزارشهای آزمایش آسیاب تایید شده و نمونهبرداری آماری از خواص فیزیکی، از ورود تغییرات ابعادی ناشی از مواد به فرآیند جلوگیری میکند.
-

پست قبلی
راهنمای طراحی عمیق قالب های مهر زنی فلز برای قطعات خودرو
پست بعدی
قطعات مهر زنی فلزی برای خودرو و لوازم خانگی: فرآیندها، مواد و استانداردهای کیفیت
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
