
-
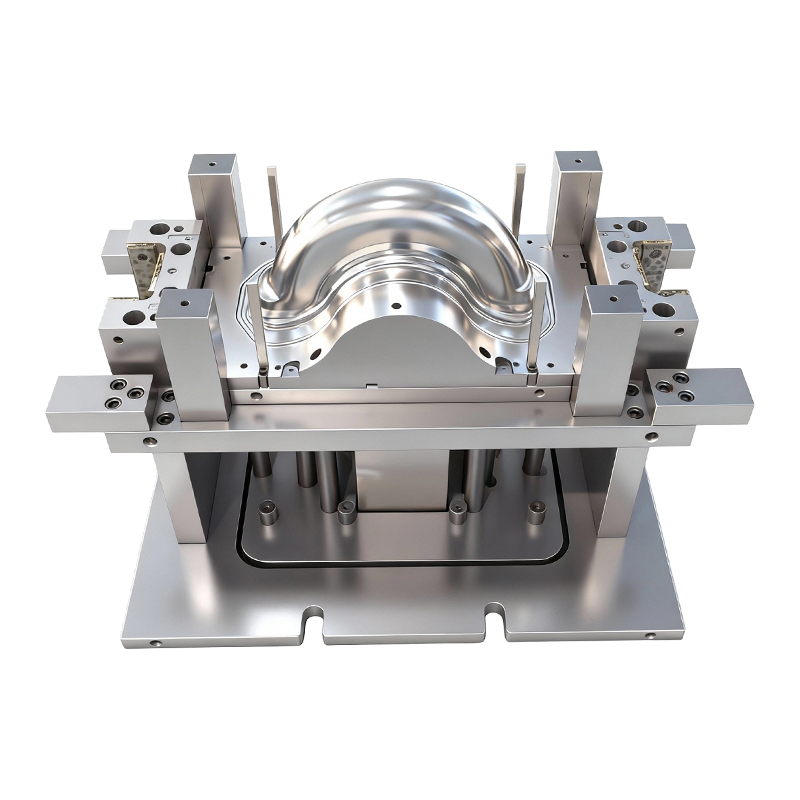
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
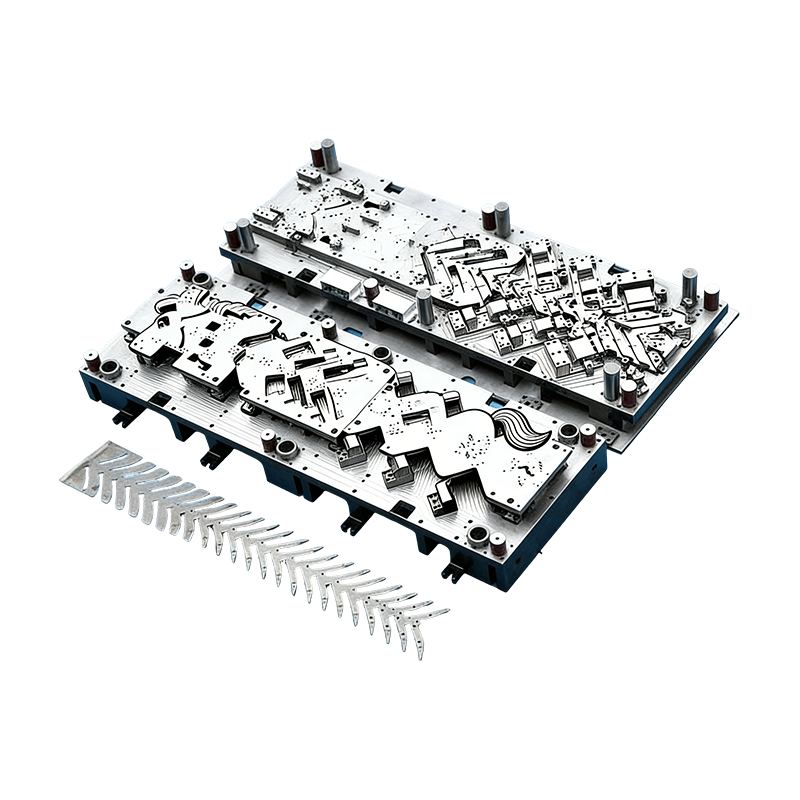
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
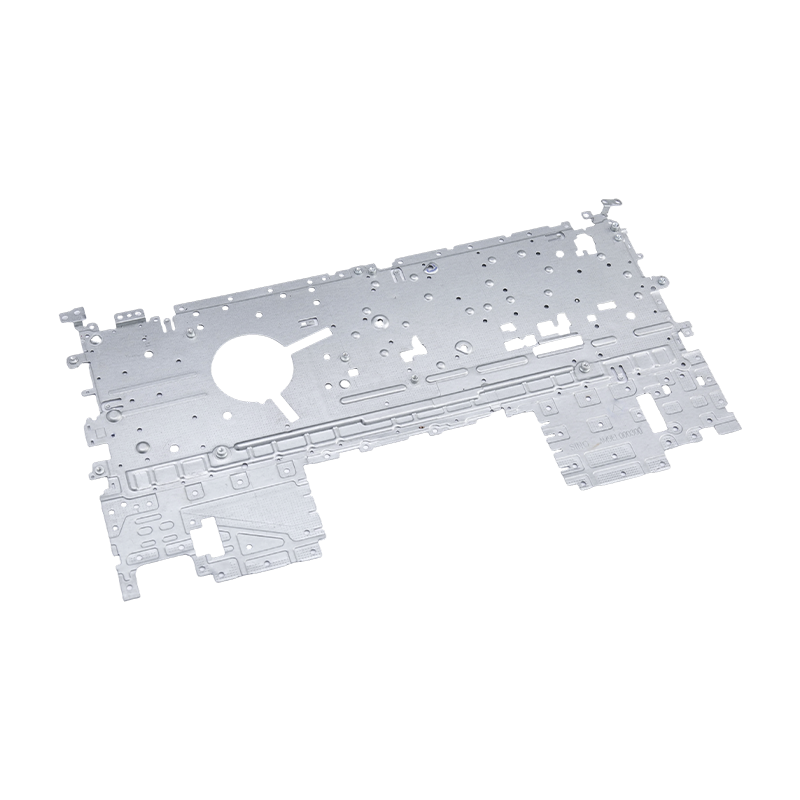
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
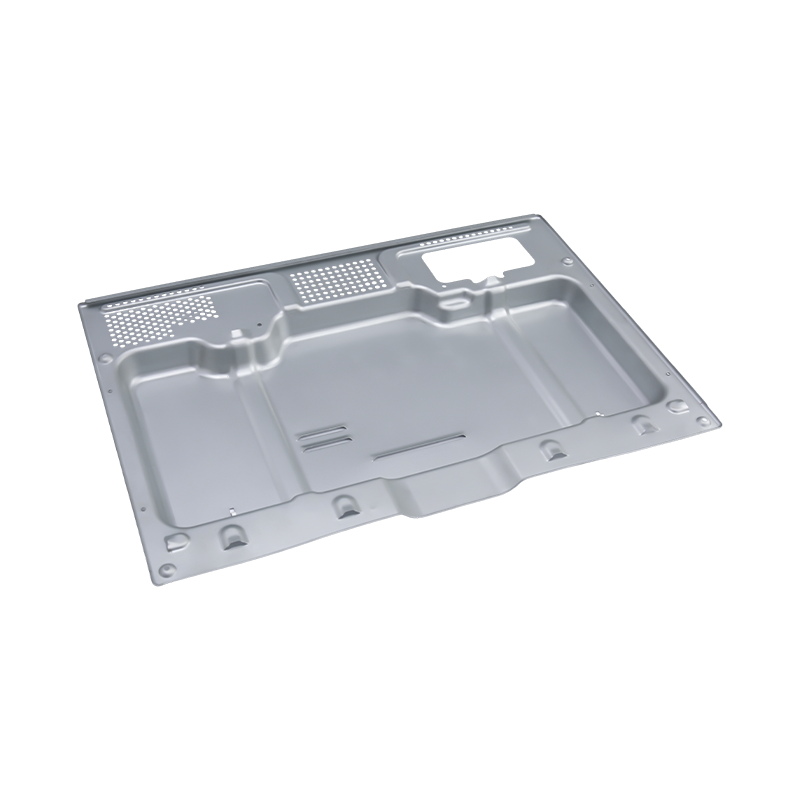
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / قطعات مهر زنی فلزی برای خودرو و لوازم خانگی: فرآیندها، مواد و استانداردهای کیفیت
قطعات مهر زنی فلزی برای خودرو و لوازم خانگی: فرآیندها، مواد و استانداردهای کیفیت
2026-03-16
تولید مهر و موم چیست؟
تولید مهر زنی یک فرآیند فلزکاری با شکلدهی سرد است که در آن ورق فلزی مسطح به دستگاه پرس کوب مجهز به مجموعه قالب سفارشی وارد میشود و نیروی مکانیکی یا هیدرولیکی برای برش، خم کردن، کشیدن یا برجسته کردن مواد به شکلی دقیق اعمال میشود. این فرآیند شامل یک خانواده گسترده از عملیات - خالی کردن، سوراخ کردن، شکل دهی، کشیدن عمیق، سکه گذاری، و مهر زنی مترقی - هر کدام برای هندسه های مختلف، ضخامت مواد و حجم تولید مناسب است. آنچه که همه این عملیات را متحد می کند، مزیت اساسی مهر زنی است: توانایی تولید مقادیر زیادی از قطعات مهر زنی فلزی سازگار با ابعاد با سرعت بالا و هزینه کم در هر واحد، با حداقل ضایعات مواد در مقایسه با روش های ماشینکاری تفریقی.
مدرن ساخت مهر زنی متکی به پرس های هیدرولیک و سروو با قدرت 20 تا بیش از 2000 تن، همراه با ابزار دقیق ساخته شده با تلورانس های اندازه گیری شده در میکرومتر. نرم افزار طراحی و شبیه سازی قالب به کمک کامپیوتر به مهندسان اجازه می دهد تا جریان فلز، برگشت فنر و نازک شدن فلز را قبل از بریدن تکه فولاد پیش بینی کنند و چرخه های توسعه ابزار و نرخ رد مقاله اول را به طور چشمگیری کاهش دهند. نتیجه یک رشته تولیدی است که قادر به ارائه قطعات مهر زنی فلزی است که نیازهای ابعادی و ساختاری مورد نیاز بخشهای متنوعی مانند لوازم الکترونیکی مصرفی، لوازم خانگی و مهندسی خودرو را برآورده میکند.
فرآیندهای اصلی در تولید مهر زنی
درک عملیات خاصی که تولید مهر و موم را تشکیل می دهد به مهندسان تدارکات و طراحان محصول کمک می کند تا مقرون به صرفه ترین رویکرد را برای هندسه و حجم تولید قطعه معین انتخاب کنند. دستهبندیهای فرآیند اصلی هر کدام نیازمندیهای ابزار و ویژگیهای خروجی متمایز هستند.
مهر زنی پیشرونده
مهر زنی پیشرونده یک نوار فلزی را از طریق مجموعه ای از ایستگاه ها در یک مجموعه قالب تغذیه می کند، هر ایستگاه یک عملیات را انجام می دهد - مشت زدن، بریدگی، خم شدن، یا شکل دادن - با پیشروی نوار. تا زمانی که نوار از ایستگاه نهایی خارج می شود، قطعات مهر زنی فلزی کاملاً شکل گرفته از نوار حامل جدا شده و جمع آوری می شوند. این رویکرد برای قطعات کوچک تا متوسط تولید شده در حجم های بسیار بالا، مانند کانکتورهای ترمینال، گیره های براکت، و سخت افزار نصب دستگاه بسیار کارآمد است، زیرا کل توالی با سرعت پرس بدون جابجایی دستی قطعات بین عملیات اجرا می شود.
طراحی عمیق
کشش عمیق با فشار دادن آن در یک حفره قالب با استفاده از پانچ، یک لایه فلزی مسطح را به یک پوسته توخالی و بدون درز تبدیل می کند. این فرآیند برای تولید اجزای استوانهای و جعبهای شکل از جمله براکتهای داخلی وان ماشین لباسشویی، قوطیهای نوشیدنی و محفظه مخزن سوخت خودرو ضروری است. انتخاب مواد در کشش عمیق بسیار مهم است: فلز باید شکل پذیری کافی و نسبت شکل دهی مطلوبی را از خود نشان دهد تا بدون پارگی یا چروک شدن، تغییر شکل پلاستیکی بزرگ مورد نیاز را متحمل شود. فولاد کم کربن، آلیاژهای آلومینیوم و فولاد ضد زنگ رایجترین مواد با کشیدن عمیق در کاربردهای مهر زنی لوازم خانگی و خودرو هستند.
خالی کردن خوب
ریزه کاری یک فرآیند مهر زنی تخصصی است که قطعاتی را با لبه های برش خورده با صافی و صافی استثنایی تولید می کند و عملیات تکمیل ثانویه ای را که نیاز به بلانینگ معمولی دارد حذف می کند. با اعمال یک فشار متقابل و یک نیروی حلقهای به طور همزمان با نیروی خالیکننده، لایهبرداری ریز باعث میشود که ماده در یک حالت تنش فشاری در طول فرآیند برشی نگه داشته شود و سطوح برشی را ایجاد کند که تقریباً در ضخامت کامل مواد صاف هستند. این امر باعث میشود که لایهبرداری ظریف فرآیند ترجیحی برای اجزای کالیپر ترمز و براکتهای صندلی در کاربردهای خودرویی باشد، جایی که کیفیت لبه مستقیماً بر عمر خستگی و تناسب مونتاژ تأثیر میگذارد.
قطعات مهر زنی فلز در تولید لوازم خانگی
لوازم خانگی یکی از حوزه های کاربردی با بیشترین حجم برای قطعات مهر زنی فلزی است. ترکیبی از پیچیدگی ساختاری، الزامات سازگاری ابعادی، و حساسیت به هزینه در تولید لوازم خانگی دقیقاً با آنچه که تولید مهر و موم ارائه می دهد، همسو است. در سراسر دستهبندی محصولات، اجزای مهر و موم شده عملکردهای باربری، تراز و محفظه را بر عهده دارند که قابلیت اطمینان بلندمدت دستگاه را مشخص میکند.
در یخچالها، قابهای درب تولید شده از طریق رولسازی و قالببندی پیشرونده قالب، محیط سفت و سختی را فراهم میکنند که وزن درب را تحمل میکند، سطوح آببندی واشر را حفظ میکند و نقاط اتصال لولا را در خود جای میدهد. دقت ابعادی در این قابها مستقیماً روی تراز درب و بازده انرژی تأثیر میگذارد - قاب دری که حتی کسری از میلیمتر از تحمل خارج میشود میتواند باعث نشتی واشر شود که فرکانس چرخه کمپرسور و مصرف انرژی را افزایش میدهد. براکتهای داخلی وان ماشین لباسشویی، که معمولاً از ورق گالوانیزه یا فولاد ضد زنگ تولید میشوند، باید در برابر بارهای عدم تعادل چرخش با سرعت بالا و چرخه حرارتی مکرر بدون شکست خستگی مقاومت کنند. پانل های شاسی تهویه مطبوع اسکلت ساختاری یونیت بیرونی را تشکیل می دهند و کمپرسورها، فن ها و مبدل های حرارتی را در رابطه مکانی دقیق نگه می دارند و در مقابل لرزش و قرار گرفتن در معرض آب و هوا مقاومت می کنند.
ضخامت ثابت و تحملهای محکم قطعات مهر زنی فلزی، شکافهای مونتاژ را در تمام این کاربردها کاهش میدهد، فرآیند مونتاژ نهایی را ساده میکند، نیاز به بستهای قابل تنظیم یا عملیات شیمینگ را کاهش میدهد و کیفیت آرایشی محصول نهایی را بهبود میبخشد.
قطعات مهر زنی فلز در کاربردهای خودرو
صنعت خودرو بزرگترین مصرف کننده قطعات مهر و موم فلزی در سطح جهان است، با یک وسیله نقلیه مسافربری معمولی که شامل صدها قطعه تکی مهر شده از پانل های بدنه اندازه گیری شده در متر مربع تا اجزای ترمز دقیق با اندازه گیری میلی متر است. تولید مهر و موم خودرو تحت دقیق ترین استانداردهای ابعادی و مکانیکی هر کاربرد تجاری عمل می کند، زیرا عواقب خرابی قطعات به ایمنی مسافران و انطباق با مقررات گسترش می یابد.
تقویتکنندههای پانل بدنه - اعضای ساختاری داخلی که پوستههای در، پانلهای سقف و مجموعههای هود را سفت میکنند - از طریق ترکیبی از عملیات کشش عمیق، شکلدهی کششی و عملیات بازگردانی تولید میشوند. این اجزا باید به هندسه خطوط دقیقی دست یابند تا از تناسب صحیح با پانل های بیرونی و موقعیت دقیق فلنج جوش برای مونتاژ بدنه به رنگ سفید اطمینان حاصل کنند. فولاد با استحکام بالا و گریدهای فولادی پیشرفته پیشرفته به طور فزاینده ای در تقویت کننده های بدنه برای دستیابی به جذب انرژی مورد نیاز در برخورد با کاهش ضخامت و وزن مواد استفاده می شود.
براکت های صندلی یکی دیگر از مقوله های مهم قطعات مهر زنی فلزی خودرو هستند. این اجزا ساختار صندلی را به کف خودرو متصل می کنند و باید در برابر بارهای استاتیکی و دینامیکی تعریف شده توسط استانداردهای حفاظت از تصادف سرنشین مقاومت کنند. اجزای براکت صندلی با مهر و موم ریز یا مهر و موم شده، کیفیت لبه و صافی مورد نیاز برای گشتاور پیچ و مهره ثابت و نیروی گیره اتصال قابل اعتماد را در طول عمر خودرو فراهم می کنند. اجزای کالیپر ترمز، از جمله پایههای براکت کالیپر و صفحات لنگر، با دقت ابعادی تولید میشوند که تراز صحیح لنت، سایش یکنواخت لنت و عملکرد قابل پیشبینی ترمز را در تمام محدوده دمای عملیاتی تضمین میکند.
انتخاب مواد برای قطعات مهر زنی فلزی
عملکرد قطعات مهر زنی فلزی از موادی که از آن تشکیل شده اند جدایی ناپذیر است. تولید مهر زنی با طیف وسیعی از فلزات و آلیاژها سازگار است و انتخاب مواد بهینه نیاز به تعادل شکل پذیری، خواص مکانیکی، مقاومت در برابر خوردگی و هزینه دارد.
| مواد | ویژگی های کلیدی | برنامه های کاربردی معمولی |
| فولاد کم کربن (DC01/DC04) | شکل پذیری عالی، هزینه کم | شاسی لوازم خانگی، براکت، محفظه |
| فولاد با استحکام بالا (HSLA) | قدرت تسلیم بالا، جوش پذیری خوب | تقویت پانل بدنه، ساختار صندلی |
| فولاد ضد زنگ (304/430) | مقاومت در برابر خوردگی، پرداخت سطح | وان ماشین لباسشویی، پانل لوازم خانگی |
| آلیاژ آلومینیوم (5052/6061) | سبک، مقاوم در برابر خوردگی | قطعات بدنه خودرو، هیت سینک |
| فولاد گالوانیزه | پوشش روی، دوام در فضای باز | شاسی کولر گازی، براکت در فضای باز |
کنترل کیفیت در ساخت مهر زنی
حفظ ثبات ابعادی در طول دوره های تولید با حجم بالا، چالش اصلی کیفیت در تولید مهر و موم است. سایش قالب، تنوع دستهای مواد، ناهماهنگی روانکاری و انحراف بستر فشاری، همگی میتوانند باعث تغییر ابعاد در طول زمان شوند و اندازهگیری سیستماتیک و نظارت بر فرآیند را برای تولید قطعات مهر زنی فلزی که در هزاران یا میلیونها چرخه در محدوده مشخصات باقی میمانند، ضروری میسازند.
تولیدکنندگان پیشرو مهر زنی یک سیستم کیفیت لایهای را پیادهسازی میکنند که حسگر درون قالبی، کنترل فرآیند آماری و بازرسی ماشینهای اندازهگیری را ترکیب میکند. روش های کلیدی کنترل کیفیت عبارتند از:
- بازرسی مقاله اول (FAI): بررسی تمام ابعاد اولین قطعات تولیدی در برابر نقشه های مهندسی قبل از انتشار حجم تولید.
- نمونه برداری در حین فرآیند: اندازه گیری دوره ای ابعاد بحرانی در فواصل زمانی مشخص تولید برای تشخیص سایش ابزار یا رانش فرآیند قبل از انباشته شدن قطعات خارج از تحمل.
- تأیید CMM: ماشینهای اندازهگیری مختصات دادههای سهبعدی را برای سطوح پیچیده تشکیل میدهند که نمیتوان با سنجهای دستی تأیید کرد.
- بازرسی سطح و لبه: بازرسی بصری و لمسی برای بریدگی ها، ترک ها، چین و چروک ها و عیوب سطحی که بر تناسب مونتاژ یا عمر خستگی تأثیر می گذارد.
- بررسی گواهی مواد: گواهینامه های آزمایش مواد دریافتی در برابر الزامات مشخصات برای استحکام کششی، استحکام تسلیم، ازدیاد طول و وزن پوشش تأیید می شود.
چرا Stamping Manufacturing انتخاب ترجیحی باقی می ماند؟
علیرغم ظهور فناوریهای شکلدهی جایگزین از جمله برش لیزری، هیدروفرمینگ و ساخت افزودنی، تولید مهر زنی جایگاه غالب خود را در تولید قطعات فلزی با حجم بالا به دلایل قانعکننده و بادوام حفظ میکند. اقتصاد مهر زنی اساساً در مقیاس مطلوب است: هنگامی که سرمایه گذاری ابزار مستهلک شد، هزینه هر قطعه یک قطعه فلزی مهر شده معمولاً کسری از آنچه هر فرآیند جایگزین می تواند در حجم های معادل به دست آورد است. سرعت پرس صدها ضربه در دقیقه، همراه با تغذیه سیم پیچ خودکار و جابجایی قطعات، نرخ تولیدی را امکان پذیر می کند که هیچ فرآیند شکل دهی فلز دقیق دیگری نمی تواند مطابقت داشته باشد.
فراتر از اقتصاد، خواص مکانیکی قطعات مهر زنی فلزی با اثر سرد کاری ذاتی در فرآیند مهر زنی افزایش می یابد. تغییر شکل پلاستیک در حین شکلدهی، سختی و استحکام تسلیم مواد را در نواحی تغییر شکل یافته از طریق سختکاری کار افزایش میدهد و قطعات نهایی را با عملکرد مکانیکی بهتر نسبت به ورق اصلی تولید میکند. این اثر به ویژه در اجزای ساختاری خودرو که در آن نسبت قدرت به وزن محرک اصلی طراحی است، ارزشمند است. برای تولیدکنندگان در بخشهای لوازم خانگی و خودرو که به دنبال اجزای قابل اعتماد، مقرونبهصرفه و دقیق هستند، تولید مهر و موم پایهای بلامنازع زنجیرههای تامین قطعات فلزی مدرن است.
پست قبلی
راهنمای قطعات مهر زنی و طراحی فلزات
پست بعدی
تفاوت های کلیدی بین میکرو مهر زنی و قطعات الکترونیکی استاندارد چیست؟
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
