-
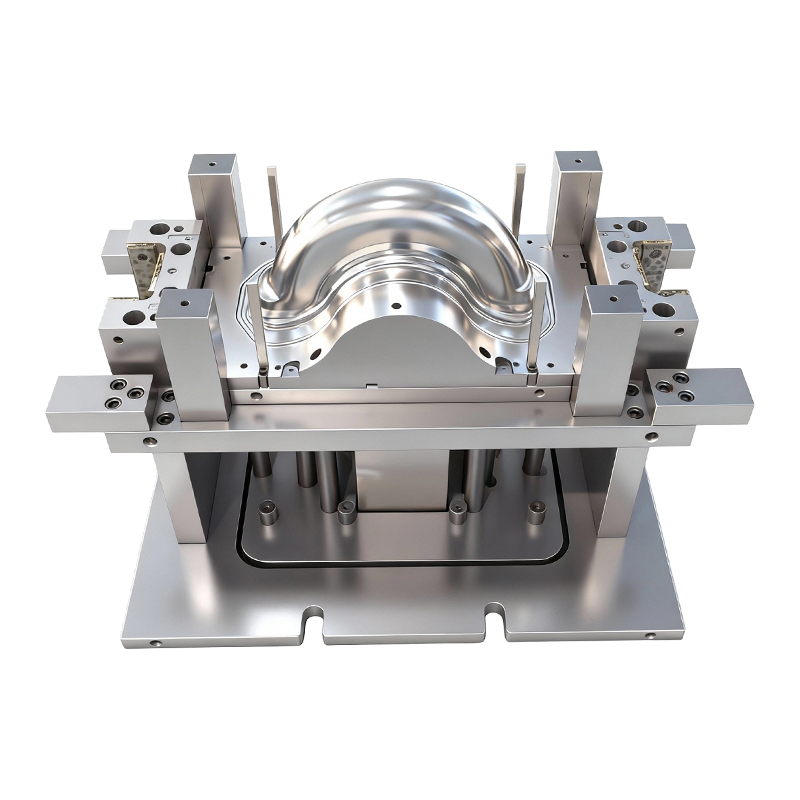
قالب کشش عمیق برای چرخ های جلو و عقب خودروهای برقی دو چرخ
این قالب کشش عمیق برای چرخ های جلو و عقب خودروه...
-
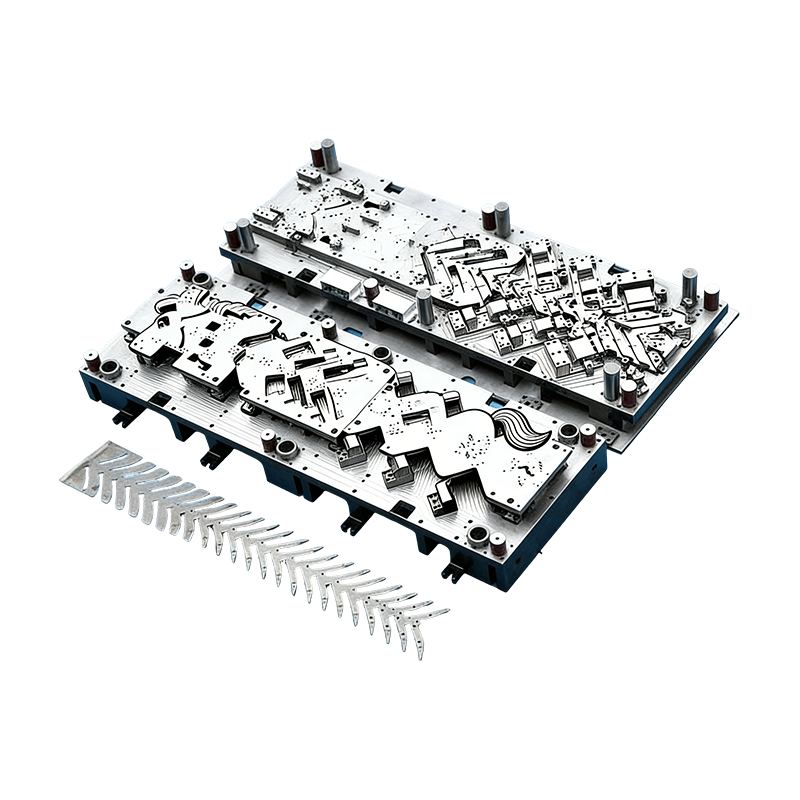
قالب های پیشرونده برای قطعات خودرو
این قالب پیوسته برای محفظه موتور خودرو به طور خ...
-
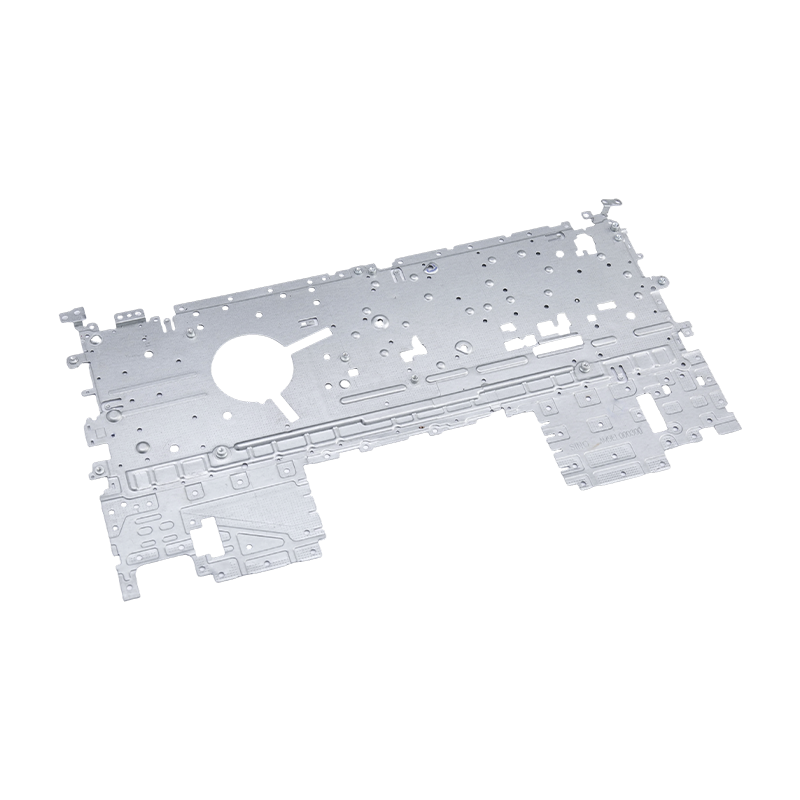
قطعات مهر زنی لپ تاپ
قطعات مهر و موم لپتاپ ما قطعات دقیقی هستند که ...
-
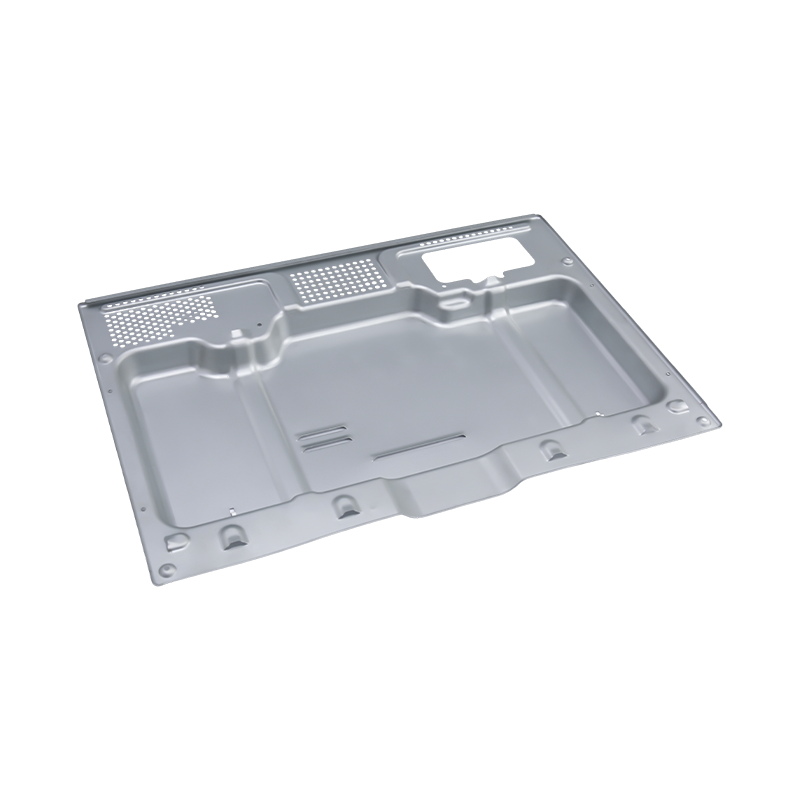
قطعات مهر زنی فر با کیفیت بالا
قطعات مهر زنی اجاق های پیشرفته ما قطعاتی هستند ...
-
قطعات مهر زنی کامپیوتری با کیفیت بالا
قطعات مهر زنی کامپیوتر بزرگ ما، اجزای مهندسی دق...
-
قطعات کوچک مهر شده برای لپ تاپ و تلفن همراه
به عنوان اجزای داخلی ضروری برای وسایل الکترونیک...
اخبار صنعت
صفحه اصلی / اخبار / اخبار صنعت / تفاوت های کلیدی بین میکرو مهر زنی و قطعات الکترونیکی استاندارد چیست؟
تفاوت های کلیدی بین میکرو مهر زنی و قطعات الکترونیکی استاندارد چیست؟
2026-03-09
درک قطعات مهر زنی الکترونیکی و نقش آنها در الکترونیک مدرن
قطعات مهر زنی الکترونیکی اجزای فلزی دقیقی هستند که از طریق یک فرآیند مهر زنی مترقی یا انتقالی ساخته می شوند که در آن ورق فلزی مسطح یا استوک کویل به تدریج شکل می گیرد، سوراخ می شود، خم می شود و توسط مجموعه های قالب سخت شده شکل می گیرد تا قطعات نهایی با تحمل ابعادی کم تولید شود. این اجزا اساس ساختاری و الکتریکی تقریباً هر دستگاه الکترونیکی در حال تولید امروزی را تشکیل میدهند - از تلفنهای هوشمند و لپتاپهای مصرفی گرفته تا ماژولهای کنترل خودرو، ایمپلنتهای پزشکی و سنسورهای صنعتی. این دسته شامل انواع بسیار زیادی از انواع قطعات از جمله پایانه ها، کانکتورها، سپرها، براکت ها، کنتاکت ها، قاب های سربی، پخش کننده های حرارتی و عناصر فنری است که همگی دارای ویژگی مشترکی هستند که از ورق فلزی به جای ماشین کاری از استوک جامد یا ریخته گری از فلز مذاب تشکیل شده اند. در دنیای گسترده قطعات مهر زنی الکترونیکی، تمایز بین مهر زنی میکرو و مهر زنی استاندارد یکی از مهم ترین خطوط تقسیم عملا در قابلیت تولید، الزامات فرآیند و مناسب بودن کاربرد نهایی را نشان می دهد.
تعریف قطعات استاندارد مهر زنی الکترونیکی: ابعاد و قابلیت ها
قطعات مهر زنی الکترونیکی استاندارد، حد وسط گسترده صنعت مهر زنی را اشغال می کند، شامل اجزایی با اندازه های ویژگی و ضخامت مواد است که ابزارهای قالب پیش رونده معمولی و پرس های استاندارد مهر زنی می توانند به طور قابل اعتماد در حجم بالا تولید کنند. از نظر عملی، قطعات استاندارد مهر زنی الکترونیکی معمولاً از ورق های فلزی با ضخامت های تقریباً 0.15 میلی متر تا 3.0 میلی متر، با سوراخ های سوراخ شده، ویژگی های شکل گرفته و شعاع خمشی که ابعاد آن ها به دهم میلی متر و نه میکرون است، تولید می شوند. تلورانسهای ابعادی در قطعات استاندارد مهر زنی الکترونیکی معمولاً در محدوده 0.05± میلیمتر تا 0.1± میلیمتر قرار میگیرند، که با استفاده از ابزارهای معمولی به خوبی نگهداری شده در تجهیزات پرس از واحدهای رومیزی 25 تنی تا پرسهای انتقال 400 تنی برای قطعات بزرگتر قابل دستیابی است.
محدوده مواد برای قطعات استاندارد مهر زنی الکترونیکی گسترده است و شامل فولاد نورد سرد، فولاد ضد زنگ نمرات 301 و 304، آلیاژهای مس مانند برنج C110، C194 و C260، آلیاژهای آلومینیوم 1100 و 3003 و نقره نیکل است. گزینه های تکمیل سطح شامل آبکاری با قلع، نیکل، نقره یا طلا به طور معمول روی قطعات استاندارد مهر زنی الکترونیکی برای دستیابی به مقاومت تماس، مقاومت در برابر خوردگی و ویژگی های لحیم کاری مورد نیاز برای مدار خاص یا عملکرد مکانیکی آنها اعمال می شود. حجم تولید قطعات استاندارد مهر زنی الکترونیکی می تواند از هزاران تا صدها میلیون قطعه در سال متغیر باشد، با ابزار پیشرونده قالب که نرخ چرخه 100 تا 800 ضربه در دقیقه را بسته به پیچیدگی قطعه و اندازه پرس امکان پذیر می کند.
چه چیزی مهر زنی میکرو را تعریف می کند و کجا از رویه استاندارد فاصله دارد
مهر زنی میکرو زمانی وارد تصویر می شود که الزامات ابعادی قطعات مهر زنی الکترونیکی از آنچه ابزار استاندارد و کنترل های فرآیند می توانند به طور قابل اعتماد ارائه دهند، فراتر رود. در حالی که هیچ آستانه مورد توافق جهانی وجود ندارد، به طور کلی می توان فهمید که ریز مهر زنی زمانی شروع می شود که ضخامت مواد به کمتر از 0.1 میلی متر می رسد، زمانی که اندازه ویژگی های پانچ با ضخامت مواد به نسبت 1:1 نزدیک می شود یا از نسبت آن فراتر می رود (به این معنی که قطر سوراخ ها برابر یا کوچکتر از ضخامت ورق پانچ می شود)، یا زمانی که ابعاد کلی قطعه با میلی متر تا ضخامت متر اندازه گیری شود. 0.005 ± میلی متر تا 0.02 ± میلی متر. در این مقیاس، قوانین فیزیکی حاکم بر تغییر شکل فلز، سایش ابزار، و دینامیک پرس نیازمند رویکردهای اساسی متفاوتی برای طراحی قالب، انتخاب پرس، کنترل فرآیند و بازرسی کیفیت در مقایسه با تولید قطعات استاندارد مهر زنی الکترونیکی است.
حرکت بیوقفه صنعت الکترونیک به سمت کوچکسازی، نیروی اولیهای است که بازار قطعات مهر زنی الکترونیکی با مهر کوچک را گسترش میدهد. کانکتورهای تلفن هوشمند، اجزای سمعک، محفظههای حسگر پوشیدنی، کنتاکتهای سرب ضربانساز قلبی، بستهبندی دستگاه MEMS، و فریمهای سرب IC با گامهای ظریف، همگی ویژگیهای مهر و موم شدهای را میطلبند که به سادگی نمیتوان آنها را با استفاده از روشهای مهر زنی معمولی مطابق با مشخصات تولید کرد. شکاف بین آنچه استاندارد و میکروسکوپی میتواند به دست آورد، با سرعت بخشیدن به کوچکسازی دستگاهها بیشتر شده است و تمایز بین این دو دسته را از نظر تجاری و فنی به طور فزایندهای مهم میکند.
طراحی ابزار و ساخت قالب: جایی که تفاوت ها بیشتر آشکار است
ابزار قالبی که برای تولید قطعات مهر زنی الکترونیکی با مهر و موم میکرو استفاده می شود تقریباً در تمام جنبه های طراحی، مشخصات مواد و فرآیند ساخت با ابزار استاندارد متفاوت است. قالب های پیشرونده استاندارد برای قطعات مهر زنی الکترونیکی از گریدهای فولاد ابزار مانند D2، M2، یا DC53 ساخته می شوند، با فاصله پانچ و قالب معمولاً در 5 تا 10 درصد ضخامت ماده در هر طرف تنظیم می شود. در ابعاد استاندارد، این فاصله ها با تجهیزات معمولی سنگ زنی CNC و سیم برش EDM قابل دستیابی است و ابزارهای حاصل می توانند میلیون ها قطعه را قبل از نیاز به بازسازی تولید کنند.
قالب های میکروسکوپی برای قطعات مهر زنی الکترونیکی مینیاتوری نیاز به فاصله هایی دارند که در میکرون تک رقمی اندازه گیری می شوند - گاهی اوقات برای بهترین ویژگی ها به اندازه 1 تا 3 میکرون در هر طرف - اجزای قالب نیازمند تولید شده بر روی ماشین های سنگ زنی فوق دقیق و تجهیزات پروفیل EDM با قابلیت تحمل تلورانس 0.001± میلی متر یا بهتر. قطر پانچ برای ویژگی های ریز استمپ می تواند به کوچکی 0.05 میلی متر باشد، در این مقیاس پانچ از نظر مکانیکی شکننده و مستعد انحراف تحت نیروهای جانبی ایجاد شده در طول پانچ است. طراحان قالب از طریق ترتیبات بوش راهنما که پانچ را نزدیک به صفحه برش نگه میدارند، طول ورودی قالب را کاهش میدهند که طول پانچ بدون پشتیبانی را به حداقل میرساند، و تراز کنترل شده پانچ به قالب که از طریق ستونها و بوشهای راهنمای زمین دقیق با فاصلههای سطح میکرونی به دست میآید، جبران میکنند.
ابزار کاربید - به ویژه گریدهای کاربید تنگستن که برای ترکیب سختی، چقرمگی و استحکام فشاری انتخاب شدهاند - اساساً برای تولید قطعات مهر زنی الکترونیکی با مهر ریز اجباری است. نرخ سایش فولاد ابزار در ابعاد پانچ در مقیاس میکرو، ابزار را از نظر اقتصادی در یک دوره تولید کوتاه غیر قابل دوام می کند. قالب های کاربید، در حالی که ساخت آنها بسیار گران تر از معادل های فولاد ابزار است، مقاومت در برابر سایش و پایداری ابعادی مورد نیاز برای حفظ اندازه ویژگی و کیفیت لبه را در میلیون ها ضربه مورد نیاز برای تولید قطعات مهر زنی الکترونیکی مقرون به صرفه ارائه می دهد.
تجهیزات مطبوعات و الزامات کنترل فرآیند
تجهیزات پرس مورد استفاده برای قطعات مهر زنی الکترونیکی مهر زنی به طور قابل توجهی با مشخصات استاندارد پرس مهر زنی متفاوت است. تولید قطعات الکترونیکی استاندارد مهر زنی درجه ای از انحراف قاب پرس، تغییرات موازی لغزشی و ارتعاش دینامیکی را تحمل می کند که در مقیاس میکرو فاجعه بار است. پرس های میکروسکوپی با مشخصات هدایت لغزشی بسیار محکم تر ساخته می شوند - معمولاً 0.003 میلی متر یا موازی بهتر - با استفاده از راهنماهای لغزنده غلتکی یا غلتکی دقیق که بدون توجه به بارگذاری خارج از مرکز از هندسه های نامتقارن قطعات، ارتفاع بسته را ثابت نگه می دارند.
پرس های میکرو مهر زنی سروو دارای مزایای خاصی برای تولید قطعات مهر زنی الکترونیکی دقیق در مقیاس میکرو هستند. توانایی برنامهریزی پروفایلهای حرکت اسلاید دلخواه - رویکرد آهسته به تماس برای ویژگیهای ظریف، بازگشت سریع برای بهینهسازی زمان چرخه، سکونت کنترلشده در نقطه مرگ پایین برای عملیات سکهسازی - سطحی از انعطافپذیری فرآیند را فراهم میکند که پرسهای مکانیکی با میل لنگ نمیتوانند مطابقت داشته باشند. پرسهای سرو همچنین پیکهای انرژی مرتبط با پرسهای مکانیکی فلایویل را حذف میکنند، ارتعاشات منتقلشده به قالب را کاهش میدهند و ثبات ابعادی را در طول دورههای تولید طولانی قطعات مهر زنی الکترونیکی میکروسکوپی بهبود میبخشند.
مقایسه کنار هم از ویژگی های کلیدی
جدول زیر یک مقایسه ساختار یافته از تفاوتهای اصلی بین فرآیندهای میکروسکوپی و استاندارد برای قطعات مهر زنی الکترونیکی در ابعاد مرتبط با مهندسین طراح و متخصصان تدارکات را ارائه میکند:
| مشخصه | قطعات مهر زنی الکترونیکی استاندارد | قطعات مهر زنی الکترونیکی میکرو مهر |
| محدوده ضخامت مواد | 0.15 میلی متر - 3.0 میلی متر | 0.01 میلی متر - 0.1 میلی متر |
| تحمل ابعادی | 0.05 ± میلی متر - 0.1 ± میلی متر | 0.005 ± میلی متر - 0.02 ± میلی متر |
| ترخیص قالب در هر طرف | 5-10٪ ضخامت مواد | 1-3 میکرون مطلق |
| مواد ابزار | فولاد ابزار (D2, M2, DC53) | کاربید تنگستن |
| نوع را فشار دهید | مکانیکی / هیدرولیک | راهنمای سروو / هیدرواستاتیک دقیق |
| نرخ سکته معمولی | 100-800 اسپرم در دقیقه | 200-1500 اسپرم در دقیقه (بهینه سازی شده) |
| روش بازرسی | CMM، مقایسه کننده نوری | سیستم های بینایی، SEM، میکروسکوپ کانفوکال |
| هزینه ابزار | متوسط | بالا تا خیلی زیاد |
تفاوت های انتخاب مواد برای قطعات مهر زنی الکترونیکی در مقیاس میکرو
انتخاب مواد برای قطعات مهر زنی الکترونیکی با مهر ریز شامل محدودیت های اضافی فراتر از مواردی است که برای قطعات استاندارد اعمال می شود. در ضخامتهای کمتر از 0.1 میلیمتر، ریزساختار فلز مستقیماً با رفتار مهر زنی مرتبط میشود - اندازه دانه نسبت به ضخامت مواد میتواند باعث تغییر شکل متناقض، تشکیل سوراخها و تغییرات کیفیت لبه شود که در ضخامتهای استاندارد ناچیز است. کاربردهای میکرو مهر زنی معمولاً موادی را با ساختار دانه های کنترل شده مشخص می کنند که اغلب با مشخصات دانه ریز ASTM یا JIS تعیین می شوند تا از جریان ثابت فلز و کیفیت لبه برش در سراسر عملیات مهر زنی اطمینان حاصل شود.
آلیاژهای مس رایجترین مواد رسانا برای قطعات مهر زنی الکترونیکی میکرو استمپ، به ویژه گریدهای C194 (مس-آهن-فسفر) و C7025 (مس-نیکل-سیلیکون) هستند که رسانایی الکتریکی خوبی را همراه با ویژگیهای فنر و شکلپذیری مورد نیاز برای تماس مینیاتوری و کاربردهای پایانه ارائه میدهند. آلیاژهای مس بریلیم، به ویژه C17200 در شرایط آنیل شده با محلول، برای تماسهای فنری ریز استمپ شده که در آن حداکثر انحراف الاستیک تحت بار مورد نیاز است، مشخص شدهاند، اگرچه پردازش آنها نیازمند توجه دقیق به کنترلهای بهداشتی و ایمنی در طول عملیات مهر زنی و تکمیل است.
چالشهای بازرسی و اندازهگیری کیفیت در مقیاس خرد
تأیید انطباق ابعادی قطعات مهر زنی الکترونیکی مهر زنی به تجهیزات و روش های بازرسی نیاز دارد که فراتر از استانداردهای دستگاه های اندازه گیری مختصات و مقایسه کننده های نوری در اکثر آزمایشگاه های کیفیت مهر زنی است. اندازههای ویژگی که در دهها میکرون اندازهگیری میشوند، نیازمند سیستمهای اندازهگیری نوری غیر تماسی هستند - معمولاً سیستمهای بینایی خودکار با اهداف تفکیک زیر میکرون و اپتیک دور مرکزی - که قادر به اندازهگیری صدها ویژگی در هر قسمت در ثانیه با سرعت خط تولید هستند. برای بحرانی ترین ابعاد، میکروسکوپ الکترونی روبشی (SEM) وضوح مورد نیاز برای مشخص کردن کیفیت لبه، ارتفاع سوراخ و وضعیت سطح را در سطحی از جزئیات غیرقابل دسترسی با نورهای نوری فراهم می کند.
کنترل فرآیند آماری برای قطعات مهر زنی الکترونیکی خرد شده باید در سطحی از دقت اجرا شود که فراتر از برنامه های SPC معمولی است که برای تولید قطعات مهر زنی الکترونیکی استاندارد اعمال می شود. سایش قالب در مقیاس میکرو نرخهای رانش ابعادی را ایجاد میکند که میتواند از مرزهای تحمل در یک جابجایی تولید فراتر رود نه در طول تولید چند روزه معمولی ابزار استاندارد. SPC بلادرنگ با بازخورد خودکار به پارامترهای فشار - تنظیم ارتفاع بسته شدن، پیشرفت تغذیه، و تحویل روغن کاری در پاسخ به روند ابعاد اندازهگیری شده - به طور فزایندهای یک روش استاندارد در پیشرو عملیات میکروسکوپی در بخش الکترونیک دقیق است.
انتخاب بین قطعات مهر زنی الکترونیکی میکرو و استاندارد برای برنامه شما
تصمیم بین تعیین قطعات مهر زنی الکترونیکی استاندارد یا میکرو باید بر اساس الزامات عملکردی عینی انجام شود نه با این فرض که تلورانس های سخت تر همیشه محصولات بهتری تولید می کنند. قطعات استاندارد مهر زنی الکترونیکی زمانی مناسب هستند که الزامات عملکرد ابعادی، الکتریکی و مکانیکی برنامه را بتوان در محدوده قابلیت مهر زنی معمولی برآورده کرد - و در اکثر برنامه های مونتاژ الکترونیکی، آنها می توانند. هزینه ابزارآلات به میزان قابل توجهی پایین تر، پایگاه عرضه کننده گسترده تر، و مدیریت کیفیت ساده تر مرتبط با قطعات استاندارد مهر زنی الکترونیکی نشان دهنده مزایای واقعی است که نباید بدون توجیه عملکردی واضح از آنها صرف نظر کرد.
هنگامی که مینیاتوری کردن یک محرک طراحی واقعی است، باید مهر ریز مشخص شود - زمانی که ابعاد اجزای کاهش یافته باعث بهبود معنی داری در عملکرد دستگاه، تراکم یکپارچه سازی یا تجربه کاربر نهایی می شود که سرمایه گذاری ابزار بالاتر و مدیریت زنجیره تامین پیچیده تر را توجیه می کند. کاربردهایی از جمله کانکتورهای فوق مینیاتوری برای دستگاههای پزشکی قابل کاشت، کنتاکتهای فنری زیر میلیمتری برای حسگرهای پوشیدنی، قابهای سربی با گامهای ریز برای بستههای آی سی پیشرفته، و اجزای محافظ دقیق برای ماژولهای حساس به RF، همگی مواردی را نشان میدهند که در آن قابلیتهای قطعات مهر زنی الکترونیکی با مهر میکروسکوپی ارزش عملکردی را در مقیاس استاندارد ارائه میکنند که قابل تکرار نیست.

پست قبلی
قطعات مهر زنی فلزی برای خودرو و لوازم خانگی: فرآیندها، مواد و استانداردهای کیفیت
پست بعدی
تفاوت بین قالب های مهر زنی سنتی و شبیه سازی شده خودرو چیست؟
ما محصولات.
کسب و کار خود را با یک تولید کننده OEM درست در اینجا شروع کنید!
به مشتریان جهانی راه حل های کلیدی کامل ارائه دهید
از طریق
نوآوری!
لینک های سریع
اخبار
اطلاعات تماس
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
شماره 118 جاده Yexin، منطقه توسعه اقتصادی Wujiang، سوژو، چین
حق چاپ © Suzhou Shuangqisi Mold Equipment Co., Ltd. تمامی حقوق محفوظ است. قالب سفارشی مهر زنی تولید کنندگان قالب مهر زنی فلزی
